
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
國家標準《鑄造用再生硅砂》解讀
發布時間:
2013-06-14 00:00
來源:
熊鷹1,譚銳2
(1.重慶長江造型材料(集團)有限公司,重慶400700;
2.沈陽鑄造研究所,遼寧沈陽110022)
1 標準的概況
我國是一個鑄造大國,2010 年鑄件的總產量達到3,960t,連續10 年居世界第一,其中砂型鑄件達70%以上。據粗略統計,我國每生產1t 合格鑄件,約產生1.0~1.2t 舊砂。由此計算,我國鑄造行業每年要產生舊砂4,000t 以上。其中僅有20%~30%的舊砂被再生回用,而大部分舊砂作為廢棄物用于建筑填坑和被排放到河川、山谷,不僅污染了環境,而且還造成資源的浪費。為了鑄造業可持續發展,開展鑄造舊砂資源化的回收再利用是一件迫在眉睫的事情。特別是目前我國鑄造舊砂的種類較多,如樹脂砂、水玻璃砂和粘土砂經鑄件落砂后得到的單一舊砂和混入了各種化學粘結劑芯砂的混合舊砂;同時,舊砂再生方法也較多,如機械干法再生、熱法再生、濕法再生和聯合法等。由于舊砂的成分十分復雜,不同再生方法得到的再生砂質量又不相同,從而,導致我國再生砂的性能和鑄件的質量很難保證。但是,直到今天國內還沒有鑄造舊砂的標準,嚴重阻礙了我國鑄造舊砂再生回用工作的發展。全國鑄造標準化技術委員會秘書處立項并委托重慶長江造型材料(集團)有限公司、通遼市大林型砂有限公司、珠海市斗門福聯造型材料實業有限公司、東風汽車股份有限公司和一汽鑄造有限公司等單位聯合制定GB/T 26659—2011《鑄造用再生硅砂》國家標準,經全國鑄造標準化技術委員會造型材料分技術委員會組織審查,國家質量監督檢驗檢疫總局和中國國家標準化管理委員會批準,2012 年3 月1 日正式實施。
2 標準的主要內容
2.1 前言
標準前言部分主要說明了本標準的歸口單位、起草單位、起草人員等。
2.2 范圍
本標準規定了鑄造用再生硅砂的術語和定義、分級和牌號、技術要求、試驗方法、檢驗規則,以及包裝、標志、運輸和儲存等要求。
本標準砂適用于鑄造生產中造型、制芯用再生硅砂,包括采用各種再生方法對單一舊砂和混合舊砂進行再生后獲得的再生硅砂。但是,水玻璃舊砂除外,因為至今我國水玻璃舊砂的再生工藝尚未確定,還存在一些關鍵性技術問題沒有徹底解決,目前我國大部分水玻璃舊砂基本上被排放填坑或作背砂使用,故本標準暫時不予考慮。
2.3 術語和定義
GB/T 5611 中確立的術語和定義適用于本標準。
此外,本標準明確地給出了“鑄造用再生硅砂( reclaimed silica sand for foundry)”的定義。
“鑄造用再生硅砂——鑄造使用過的硅砂舊砂經過再生脫膜等工藝處理后性能滿足鑄造生產要求的硅砂。”
2.4 分級和牌號
2.4.1 分級
鑄造用再生硅砂的二氧化硅含量分級和含泥量分級,基本上與GB/T9442 - 2010《鑄造用硅砂》一致,但含泥量分級中刪去了2.0%一欄,分別見表1 和表2。

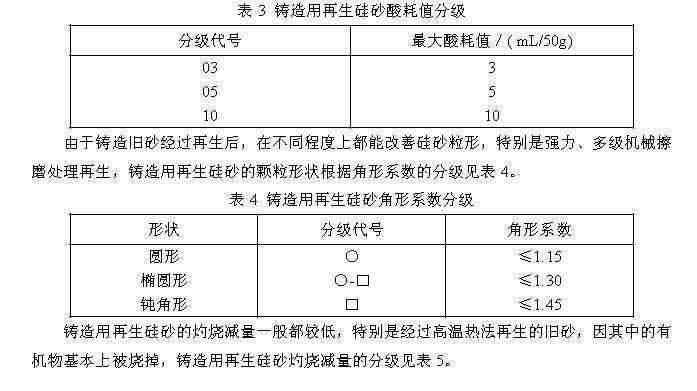
由于鑄造舊砂中既含有酸性粘結劑,也含有堿性粘結劑等各種材料,故其舊砂的酸耗值變化很大,本標準按其再生硅砂酸耗值的不同進行分級,見表3。
2.5 技術要求
隨著機械工業的發展,對鑄件質量的要求越來越高,大型化、精密化、薄壁化和復雜化已成為今后機械產品發展的趨勢。高質量的砂型和砂芯是獲得優質鑄件的關鍵,但是,它又由高質量的硅砂來保證,因此,再生硅砂的技術要求指標也較多。一般來說,在選用硅砂時,除要求其SiO2 含量盡量高一些外,還要求硅砂的粒形是圓形或類圓形,表面光潔平整,含泥量和微粉含量低,有助于降低粘結劑的加入量;同時,其含水量和酸耗值要低,避免影響型芯砂的硬化速度和粘結強度等。根據粘結劑的種類和鑄造工藝,再生硅砂的灼燒減量波動較大,應加以嚴格控制,再生硅砂的技術要求包括二氧化硅含量、含泥量、酸耗值、粒度、灼燒減量、細粉含量和含水量等七項,分別規定如下。
2.5.1 二氧化硅含量
鑄造用再生硅砂的二氧化硅含量應符合表1 的規定。
2.5.2 含泥量
鑄造用再生硅砂的含泥量應符合表2 的規定。
2.5.3 酸耗值
鑄造用再生硅砂酸耗值應符合表3 的規定。
2.5.4 粒度
鑄造用再生硅砂的粒度采用鑄造用試驗篩進行分析,其篩號和篩孔的基本尺寸見表6。
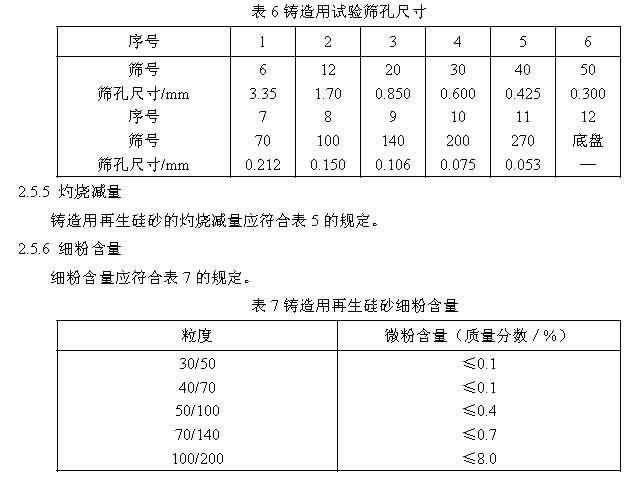
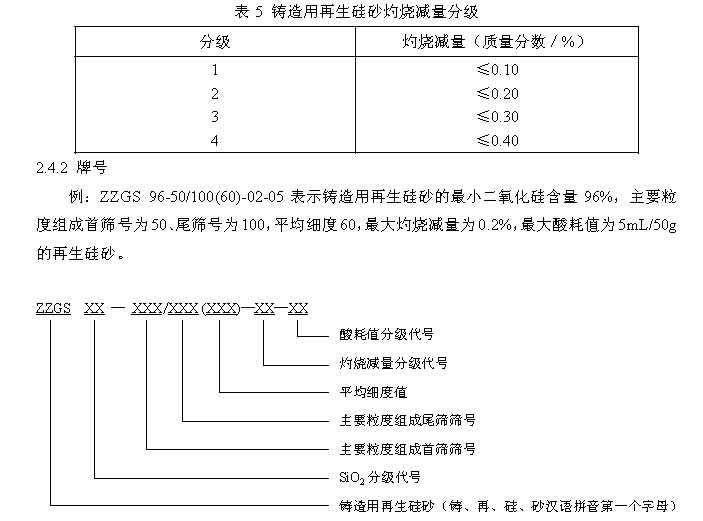
2.5.7 含水量
鑄造用再生硅砂含水量≤0.3%。
2.6 試驗方法
2.6.1 鑄造用再生硅砂二氧化硅(SiO2)含量的測定方法按GB/T 7143 的規定執行。
2.6.2 鑄造用再生硅砂的粒度、灼燒減量、酸耗值、含泥量、含水量測定方法按GB/T 2684的規定執行。
2.6.3 鑄造用再生硅砂的平均細度、細粉含量、角形因數的測定和計算按GB/T 9442 的規定執行。
2.7 檢驗規則
2.7.1 鑄造用再生硅砂各項試驗取樣方法按GB/T 2684 的規定進行。
2.7.2 鑄造用再生硅砂每批次重量的大小根據供貨情況確定,每批次不超過70t,特殊情況供需雙方協商解決,每批次供方必須提供牌號和按本標準規定的檢驗結果的產品質量合格證。2.7.3 需方可按本標準進行質量檢驗,如有任何一項指標檢驗結果不符合標準或協議規定時,應在同批次產品中重新進行加倍抽樣復驗,復驗結果仍不符合規定時由供需雙方協商解決或委托雙方認可的仲裁單位裁定。
2.8 包裝、標志、運輸和儲存
2.8.1 鑄造用再生硅砂包裝方式由供需雙方商定,可采用25kg 或50kg 編織袋、集裝袋和鐵箱包裝等。
2.8.2 包裝袋(箱)上應標有“鑄造用再生硅砂”字樣、牌號、重量、供方全稱和商標。
2.8.3 不同牌號的鑄造用再生硅砂必須分類存放,運輸中應有防潮措施,包裝不得破損或摻其他雜物。
3 標準的特點
(1)本標準編制的內容,是根據我國鑄造舊砂排放量大,環境保護日趨嚴格、運輸成本不斷上漲和礦產資源的枯竭等現狀和鑄造生產發展的需要而提出的,技術指標是在鑄造生產中取得大量統計數據和多次試驗條件下制定的,因此是科學的、可行的。
(2)本標準與現行的相關標準如GB/T 9224《檢定鑄造粘結劑用標準砂》,GB/T 2684《鑄造用砂及混合料試驗方法》,GB/T 7143《鑄造用硅砂化學分析方法》和GB/T 9442《鑄造用硅砂》等是協調一致的。
(3)本標準規定的鑄造用再生硅砂灼燒減量值,對于呋喃樹脂自硬再生砂來說,有些偏低,建議下次修訂時加以考慮。
4 結束語
鑄造硅砂是鑄造過程中最基礎、用量最大且必不可少的輔助材料。天然硅砂是不可再生資源,有限的硅砂儲量還無法滿足中國成為世界鑄造大國對天然硅砂的需求。為了保護環境,國家制定了《國家環境保護“十二五”科技發展規劃》、《國家環境保護“十二五”環境與健康工作規劃》,要求我們倡導鑄造用硅砂的再生回用,避免鑄造用硅砂大量排放造成嚴重的環境污染和資源的浪費。
各鑄造用再生硅砂生產單位和鑄造企業應提高對此標準制定工作重要意義的認識,積極、認真、準確地貫徹新標準,才能不斷促進企業的自身發展,提高再生硅砂和鑄件的質量。我們相信,GB/T 26659-2011《鑄造用再生硅砂》標準的實施,必將對促進我國鑄造行業實現可持續發展起到積極的推動作用。
(摘自《鑄造世界報》)
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號