
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
呋喃樹脂砂應用若干問題
發布時間:
2016-05-09 00:00
來源:
目前,在我國鑄鐵型砂中應用的樹脂砂主要是呋喃樹脂砂。樹脂砂的質量控制是原輔材料、工藝、設備、管理4個方面有機結合的系統工程,其中材料是基礎,工藝是核心,設備是條件,管理是保證,有人說,這4方面如一臺車的4個輪子缺一不可。現就呋喃樹脂砂在生產應用中的幾個問題進行探討。這些問題是:
(1)樹脂砂的原輔材料問題;
(2)樹脂砂的環境溫度與濕度的影響問題;
(3)樹脂砂的發氣量大的問題;
(4)樹脂砂的刺激味問題;
(5)樹脂砂操作與管理問題。
一、樹脂砂的原輔材料問題
1.原砂質量
樹脂砂有諸多優點,是鑄造型砂從粘土砂走向自硬砂的重大突破,但它有4大缺點也為國內外所承認:即對原砂要求高;性能受環境影響;發氣量大;有強烈的刺激味。
高質量的原砂是保證樹脂砂性能的基礎。而這點往往受到不少鑄造廠的忽視。
(1)樹脂砂原砂的質量指標 見表1
表1 樹脂砂原砂的質量指標
| 指標 | ||
| 項目 | ||
| SiO2(%) | 鑄鋼 | 鑄鐵 |
| ≥97 | ≥90 | |
| 耗酸值/mL | ≤5 | |
| 含泥量(%) | <0.2(擦洗砂) | |
| 微粉含量(%) | ≤1.0(140號篩) | |
| 水分(%) | ≤0.2 | |
| 灼減量(%) | ≤0.5 | |
| 角形系數 | ≤1.35 | |
| 粒度(目) | 30/50、40/70、40/100 | |
(2)原砂的SiO2含量 鑄鋼件與鑄鐵件的澆注溫度不同,其原砂的SiO2含量也有所不同,見表2。
表2 樹脂砂原砂的SiO2指標
| 鑄鋼 | 鑄鐵 | |
| 名稱 | (澆注溫度1550~1620℃) | (澆注溫度1350~1420℃) |
| SiO2(%) | ≥97 | ≥90 |
3)原砂的耗酸值 對樹脂砂而言,含有堿性物質的原砂,會使酸硬化的呋喃樹脂砂延緩硬化,或不硬化。測試發現:硅砂的耗酸值高,硅砂中粘土礦物與碳酸鹽等有害雜質的含量也高。這類物質的存在是惡化型砂性能,造成鑄件缺陷的重要原因之一,選擇原砂時,其硅砂的耗酸值不得超過5mL。試驗表明:耗酸值由5mL至8.0mL時,型砂強度降低30%以上。表3為原砂耗酸值對樹脂砂強度的影響。
表3 原砂耗酸值對樹脂砂強度的影響
| 耗酸值 | 抗拉強度/MPa | ||||
| /mL | 0.5h | 1h | 2h | 4h | 24h |
| 5 | 0.61 | 0.84 | 1.12 | 1.18 | 1.58 |
| 8 | 0.38 | 0.45 | 0.65 | 0.65 | 1.08 |
注:型砂配方:伊盟砂100%、呋喃樹脂2.0%、對甲苯磺酸1.0%,室溫(20±2)℃,相對濕度(64±3)%。
(4)原砂的含泥量 通常的規定是硅砂中<0.02mm的顆粒為含泥量。在實際含泥量中,<0.02mm以下的不僅包括Sio2硅砂,還包括一些礦物顆粒。
原砂含泥量高有三大害處:
其一,比表面積大,消耗樹脂,降低樹脂砂強度。
其二,泥中含有大量的堿金屬與堿土金屬氧化物,降低樹脂砂的耐火度。
其三,泥中含有的碳酸鹽及貝殼類物質會增大耗酸值,這些皆增加硅砂的發氣量,惡化硬化特性。
因此,樹脂砂的原砂含泥量應小于0.2%。含泥量由0.2%至1.0%時,樹脂砂強度降低10%~35%。這就是為什么樹脂砂原砂需要擦洗砂的原因。含泥量對呋喃樹脂砂的強度影響見表4。
表4原砂含泥量對樹脂砂強度的影響
| 抗拉強度/MPa | |||||
| 含泥量(%) | 0.5h | 1h | 2h | 4h | 24h |
| 0.2 | 0.61 | 0.84 | 1.12 | 1.28 | 1.58 |
| 1 | 0.4 | 0.72 | 0.8 | 0.82 | 1.43 |
注:配方與表3相同
(5)原砂的含水量 原砂含水量的增加常導致樹脂砂三個方面性能的惡化:即樹脂砂強度的下降;樹脂砂的發氣量與發氣速度增大;硬化速度與起膜時間的延長。在生產中應嚴格控制原砂含水量不得高于0.2%。如原水中含水量由0.2%增至0.6%,型砂強度將降低50%左右,甚至更多,見表5,對硬化時間的延長影響,見圖1。
表5 原砂含水量對樹脂砂強度的影響
| 量(%) | 抗拉強度/MPa | ||||
| 0.5h | 1h | 2h | 4h | 24h | |
| 0.2 | 0.5 | 0.83 | 1.01 | 1.12 | 1.25 |
| 0.6 | 0.12 | 0.29 | 0.38 | 0.48 | 0.65 |
注:配方與表3相同
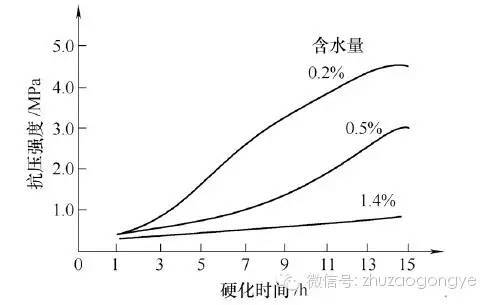
圖1 原砂含水量與樹脂自硬砂強度及硬化時間的關系
(6)原砂中的微粉含量 硅砂的微粉是指粒度小于0.106mm(140目篩)的顆粒。
微粉的有害作用有三個方面:
第一,增大硅砂的總表面積,消耗樹脂。
第二,降低型砂的強度與透氣性。
第三,使再生砂中微粉增加,再生砂性能惡化。
生產中應嚴格控制原砂中的微粉含量小于0.2%。原砂微粉含量由0.2%升至0.8%,強度由1.5MPa降至0.5MPa,這將導致樹脂量增加,成本的提高,發氣量的增加,氣孔缺陷傾向的增大,見圖2。
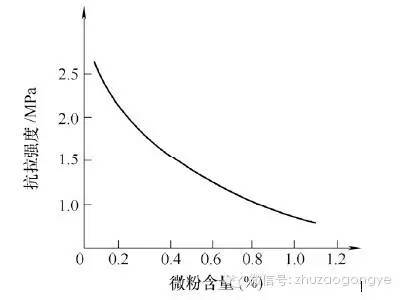
圖2 原砂微粉含量與樹脂自硬砂強度的關系
(7)原砂的灼減量 灼減量是硅砂中有機類雜質和碳酸鹽在高溫下燒失的雜質量。它增加了型砂的發氣量,對鑄件表面質量十分有害,原砂的灼減量不得超過0.5%
(8)原砂的粒形 對硅砂的粒形表示有兩種,圓形法與角形系數法。
圖形法:用“○”表示圓形砂粒,用“□”表示多角形砂粒,用“△”表示尖角形砂粒,兩種粒形組合的砂粒表示為“○-□”,“□-△”等。每種粒形均在顯微鏡下評定。
角形系數法:角形系數是指硅砂實際比表面積與理論比表面積的比值。比值越接近1.0,則砂粒越圓。
硅砂粒形與角形系數的關系見表6。
表6粒形與角形系數的關系
| 形狀 | 分級代號 | 角形系數 |
| 圓形 | ○ | 1.15 |
| 橢圓形 | ○-△ | 1.3 |
| 多角形 | □ | 1.45 |
| 方角形 | □-△ | 1.63 |
| 尖角形 | △ | 1.63 |
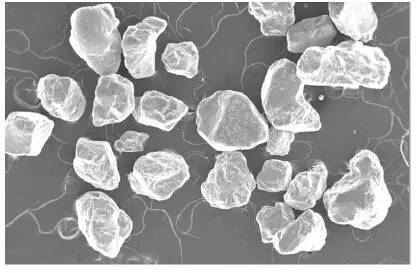
圖3~圖7為硅砂的各種粒形。
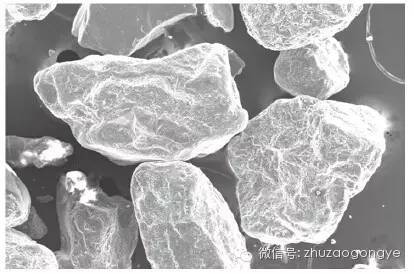
圖 3 圓形砂粒(○型)
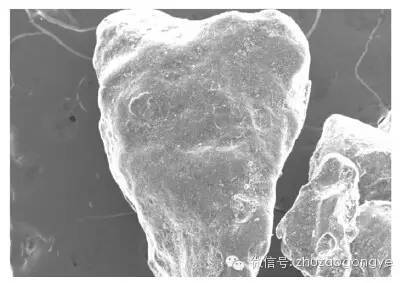
圖5 尖角形沙粒(△型)
圖6 橢圓形沙粒(○+□型)
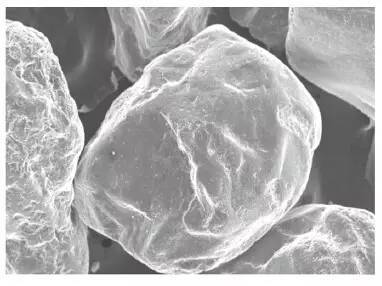
圖7 方角形沙粒(□+△型)
原砂粒形對型砂性能有著重要影響,在相同樹脂量下,圓形砂配置的型砂,強度比多角形大的多,見表7。
表7 原砂粒形對抗拉強度的影響
| 粒形 | 角形系數 | 型砂抗拉強度/MPa | 抗拉試樣重量/g | 溫度/℃ | 濕度(%) |
| 圓形 | 1.22 | 1.74 | 111 | 26 | 74 |
| 多角形 | 1.56 | 0.5 | 95 | 26 | 77 |
注:樹脂1.5%、固化劑55%(占樹脂)。
由表可知,圓形砂粒的型砂強度比多角形粒形高2倍,且發現多角形砂配制的型砂流動性差,難以舂實。這可從其試樣重量輕于圓形砂粒試樣得到證實,緊實度差的樹脂砂其必然導致樹脂粘結橋數量的減少,這是強度降低的主要原因。因此要求樹脂砂原砂的角形系數要求≤1.35。
綜合上述,樹脂砂質量必須從原材料抓起。如江蘇某廠采用呋喃樹脂砂,加入量原為1.5%~1.6%,后對8種原砂進行系統的篩選試驗,選擇了合格的原砂,樹脂加入量降至1.2%,國內某大型機床鑄件廠采用圍場粒形較好的,經過擦洗的風積砂,選用了優質的樹脂。其樹脂加入量長期穩定在0.8%~1.0%。
2.樹脂的質量
鑄鐵型砂用的呋喃樹脂是以糠醇為基礎的樹脂,并以糠醇結構上特有的呋喃環而得名。
呋喃樹脂主要由糠醇、尿素、甲醛或苯酚等組元縮合而成,主要組成是糠醇、尿醛、酚醛。呋喃樹脂品種多樣,通常按糠醇含量將呋喃樹脂分為三大類,見表8。
表8 呋喃樹脂分類
| 類別 | 糠醇樹脂(%) |
| 高糠醇樹脂 | 80~100 |
| 中糠醇樹脂 | 60~80 |
| 低糠醇樹脂 | 40~60 |
鑄鐵用的呋喃樹脂是中糠醇樹脂。根據鑄件材質選用呋喃樹脂的參考見表9。
表9 鑄件材質選用呋喃樹脂的參考
| 鑄件材質 | 選用的呋喃樹脂 | |||
| 名稱 | 牌號 | 糠醇 | 氮含量(%) | 水分(%) |
| 普通灰鑄鐵 | HT200.HT250 | 中糠醇 | 4月6日 | ≤7 |
| 高強度灰鑄鐵 | HT300.HT350 | 2月4日 | ≤6 | |
| 球墨鑄鐵 | 各種牌號 | 2月4日 | ≤6 | |
| 鑄鋼 | 各種牌號 | 高糠醇 | ≤2 | ≤5 |
| 有色合金 | 低糠醇 | 10月15日 | ≤15 | |
值得提出的問題是,目前全國眾多生產呋喃樹脂的廠家,其產品質量參差不齊,魚目混珠,尤其是在低價位的激烈的競爭下,為了降低成本,常使呋喃樹脂中水分與氮含量嚴重超標,極大地影響了樹脂砂的質量。水分對呋喃樹脂是一種不利的成分,無水的呋喃樹脂應是最好的,但實際上樹脂中的水分通常是脫不凈的,一般在2%~10%范圍內。但在一些呋喃樹脂中生產廠家為了降低成本,常生產出水分達12%~25%的呋喃樹脂,這種高含水量的樹脂將會造成下列問題的發生:降低硬化速度延長起膜時間;降低型砂強度與硬透性。因此,樹脂進廠時必需對含水量進行測試。2010年現代鑄鐵雜志曾對數家呋喃樹脂生產作過調查,其含水量有12%、18%、20%的不等,僅有一家為6%。
樹脂中的含N量是一個重要指標,它對樹脂的性能與價格皆有重要的影響。灰鑄鐵,球墨鑄鐵通常采用的是中氮樹脂,即要求一定含量的N含量(2%~4%),又要求N含量不要過高(<5%)。原因是加入N可增加型砂的常溫強度,韌性及潰散性,有利于型砂性能的提高。且帶入N的尿素組分價格便宜,可降低成本。但N含量過高也會帶來三個問題,一是抗濕性增加,即制造呋喃樹脂時,隨著N含量增加,粘度增加,導致包覆砂粒的樹脂膜變薄或不完整,使型砂強度降低,若為降低粘度而少脫水,則導致含水量增加,使固化速度,硬透性及強度皆受影響,這也是含N高,含水分也高的原因。二是熱強度降低,樹脂砂要求的熱穩定性是十分不利的;三是形成氮氣孔,形成氣孔缺陷。因此樹脂進廠時,含氮量是必測項目。
即要不產生N氣孔,又要降低成本是有可能的:如生產廠的樹脂的N含量為4%,鑄造廠的樹脂加入量為1.5%,則帶進的N含量為0.06%。如果鑄造廠采取措施后,將樹脂加入量降至為1.0%,則可用價格低的含N量為6%的樹脂,帶入的N含量仍為0.06%,這樣樹脂生產廠可降低樹脂成本,鑄造廠的樹脂加入量低。購買的樹脂價格也低,可雙重得益。
3.固化劑的質量
目前,呋喃樹脂常用的固化劑是對甲苯磺酸,二甲苯磺酸等有機酸,它主要的特點是酸度范圍寬,硬化速度可以調節,硬化后強度高,澆注后有機磺酸分解,不殘留在再生砂中,不影響再生砂的性能。因此,在鑄鐵中應用呋喃樹脂砂時一定要用經過磺化的酸,切不可貪圖便宜購買未經磺化的硫酸作固化劑,河北某機床鑄件購買了價格低的硫酸固化劑后,操作者的咽喉、眼睛受到嚴重損害,并因其酸性強,硬化過程反應強烈而難于控制。受到雙重損害。
高質量的原砂,合格的樹脂與固化劑,它是保證樹脂砂性能的基礎,樹脂砂質量必須從原輔材料抓起。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號