
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
球墨鑄鐵飛輪殼的無冒口鑄造工藝實踐
發布時間:
2013-06-17 00:00
來源:
中圖分類號:TG255 文獻標識碼:B 文章編號:1001-4977(2013)02-0170-03飛輪殼是汽車發動機的一個重要基礎件,對發動機起著支撐和保護作用。在使用過程中,特別是在前置后驅的重型載貨汽車及大、中型客車中,飛輪殼裂損是汽車發動機的一種常見故障。導致該故障的因素較多,材質是其中的一個重要原因。由于生產工藝的問題,柴油發動機飛輪殼均采用灰鑄鐵。在使用過程中,灰鐵飛輪殼時有損壞,而且損壞處大多在同一區域,分析其原因發現:除使用、維修等方面的原因外,其材質造成本體強度不夠高是很重要的一個原因。球墨鑄鐵飛輪殼一直沒有得到廣泛應用,主要原因是其生產的鑄造毛坯工藝出品率和合格率都很低。我公司適應市場的需要,對鑄件結構特點和材質進行了分析和研究,成功開發了球鐵飛輪殼的無冒口鑄造工藝。
1 工藝分析
1.1 鑄件簡介
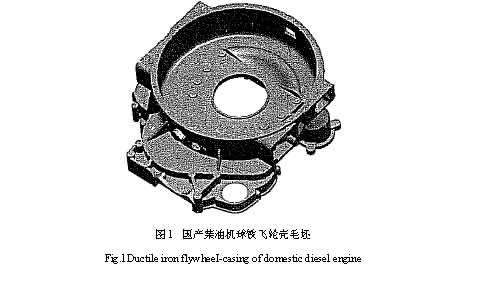
圖l 為國產某型汽車柴油發動機上的飛輪殼毛坯,材質是QT450-10,重65kg。該鑄件結構比較復雜,壁厚差比較大,薄的部位為8mm,較厚的搭子處達30mm,多且分散,極易產生縮孔、疏松等缺陷;外形結構復雜,砂芯制作困難,尺寸難以控制;鑄件采用球墨鑄鐵,極易產生球化不良和夾渣缺陷。由于存在以上問題,給鑄造工藝設計帶來了一定難度。
1.2 無冒口工藝的可行性
該鑄件的壁較薄,且壁厚不均勻,要求鑄件表面無氣孔、砂眼等缺陷,內部組織致密、無縮孔縮松缺陷,試棒的抗拉強度不得低于QT450-10 的標準。若采用傳統的澆冒口補縮的球墨鑄鐵生產方法,需要補縮的部位多且分散,造成工藝出品率低,而且易出現縮孔縮松等缺陷,無法滿足要求,故研究采用無冒口澆注工藝。
球鐵無冒口鑄造與鑄件特性、鑄件結構、澆注系統等因素有關。首先分析鐵液的特性,球墨鑄鐵件,從鐵液澆人鑄型開始,隨鐵液溫度下降就會產生收縮,稱之為液態收縮;若凝固時產生奧氏體,還會產生凝固收縮;在液態或凝固時析出石墨球,由于石墨的密度只有奧氏體的三分之一左右,就會產生體積膨脹。所以,從靜態分析,若液態降溫時的體積收縮量與凝固時的體積收縮量之和小于石墨化膨脹的體積增加量,即可實現球鐵件的無冒口鑄造生產[1]。要滿足以上要求,必須具備以下條件:①采用高剛度的鑄型,能夠在鐵液的進出口凝固封閉后,型腔尺寸保持不變或者變化量極小;②在不發生石墨漂浮的前提下,采用盡可能高的碳當量,適當的孕育,確保充分石墨化,最大限度地增大石墨化膨脹的體積增加量;⑨采用多道內澆道,使鐵液分散進入型腔,并配合冷鐵調節,盡可能使鑄件各部位同時開始、并同步進行冷卻和凝固;④大量使用冷鐵,強化鑄件冷卻,使鐵液進入型腔后,鑄件外層迅速冷卻、凝固,在內澆道及鑄件心部的液態通道凝固封閉之前提早完成一部分收縮,形成體積空缺,及時從液態通道獲取補縮液體,增大內澆道的流量(亦即增大外部補縮量),提高澆注系統的補縮效果;⑤適當降低澆注溫度,減少液態體積收縮[2-3]。
另外,該鑄件壁較薄,必須增強鐵液的流動性。根據以上技術要求,認真分析了我公司生產的實際情況,采用呋喃樹脂自硬砂造型即可滿足“鑄型高剛度”的條件,其他條件可以根據具體情況具體沒計,故認為對該鑄件采用無冒口澆注工藝是可行的。
2 工藝設計
2.1 成分分析
由于球狀石墨對基體的削弱作用很小,故球墨鑄鐵中石墨數量的多少,對力學性能的影響并不顯著,當C 含量(質量分數,下同)在3.2%~3.9%的范圍內變化時對力學性能無明顯的影響,故在確定C、Si 的含量時,主要考慮保證其鑄造性能,將CE 選擇在共晶成分左右,此時鐵液的流動性能最好,形成集中縮孔的傾向大,鑄件組織的致密度高。由于鑄件較薄,CE 過高時產生石墨漂浮的傾向小,故CE 的選擇在共晶點附近,即4.6%~4.7%(由于球化元素的存在,球鐵的共晶點已移至4.6%~4.8%附近)。Si 含量的高低,直接影響球墨鑄鐵基體中鐵素體的含量。Si 能促進石墨化、增加鐵索體含量、細化石墨、強化基體組織,但Si 提高韌性一脆性轉變溫度,降低沖擊韌性。因此,在選定高碳當量的前提下應采用高C 低Si 的原則,最終確定將Si 含量控制在2.6%~2.8%較合適。鐵液中P 含量偏高,使凝固范剛廣大,同時低熔點磷共晶在最后凝固時得不到補給,并且使鑄件外殼變弱,因此有增大縮孔、縮松產生的傾向,故P 含量應控制在較低值。RE 殘余量過高會惡化石墨形狀,降低球化率,因此RE 含量不宜太高。而Mg 又是一個強烈穩定碳化物的元素,阻礙石墨化。由此可見,殘余Mg 含量及殘余RE 量過高會增加球鐵的白口傾向,使石墨膨脹減小,另外當它們的含量較高時,亦會增加縮孔、縮松傾向,故殘留Mg 含量和RE 含量亦不宜過高[4]。
根據以上分析,確定鐵液的成分(質量分數)為:4.6%~4.8% CE、3.6%—3.8%C、2.6%~2.8% Si、Mn≤0.4%、P≤0.03%、S≤0.03%、0.025%~0.040%Mg 殘、0.020%~0.040% RE 殘。
2.2 澆注系統
采用無冒口工藝澆注球墨鑄鐵,就要力求用盡量低的溫度在盡量短的時間內充滿鑄型,且充型平穩。電就是說,低溫、底注、平穩充型是保證球鐵飛輪殼鑄件品質的基本條件,設計澆注系統的核心是控制內澆道的充型速度。為了達到上述目的,采用了半封閉式澆注系統,ΣF 直:ΣF 橫:ΣF 內=1.5:2.0:1.0,其中橫澆道和內澆道一分為四,呈十字形,鐵液由鑄件中部分散注入鑄型,鐵液進入鑄型更加均勻。經計算,ΣF 直=9.6cm2,ΣF 橫=17.2cm2,ΣF 內=6.4cm2。采用中間底注、鐵液分散進入型腔,整個澆注過程中鐵液的流程最短,可縮短澆注時間,澆注過程中鐵液溫降最小,可以最大限度的降低澆注溫度,澆注溫度初步確定為(1,380±10)℃。
2.3 輔助設計
由于采用呋喃樹脂自硬砂造型,而樹脂具有一定的發氣量,為了避免氣孔等缺陷,在鑄件四角處分別設有出氣孔,用以排氣、集渣,同時可以改善鐵液的充型狀態和作為鐵液注滿的標志[5]。
圖2 為該球鐵飛輪殼的模樣,基本工藝為中間底注、分散進入、四角排氣。

3 生產實踐
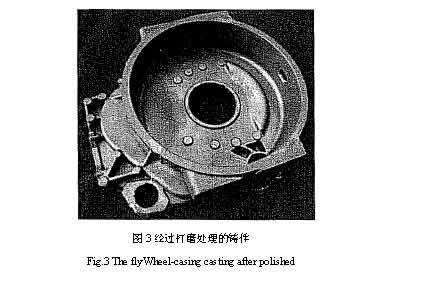
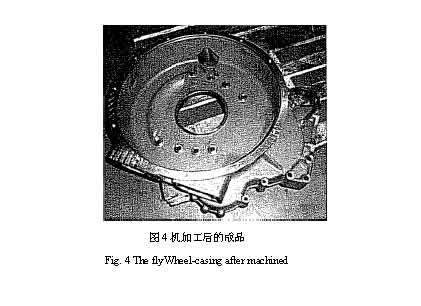
采用呋喃樹脂自硬砂造型、制芯,1t 中頻感應電爐熔煉,分兩包澆注,每包6 件,鐵液出爐溫度為1,520~1,540℃,澆注溫度為(1,380±10)℃。采用FeSi Mg8RE5 合金、包內沖人法進行球化處理,加入量為1.3%。孕育劑為FeSi75,加入量為0.8%。鑄件的球化級別為3級,化學成分(質量分數)為:3.74%C、2.65%Si、0.35%Mn、0.03%P、0.02%S、0.035% Mg殘,0.033%RE 殘。按以上工藝試生產飛輪殼鑄件12 件,經機加工后均未發現縮孔、縮松、氣孔等鑄造缺陷,試棒的抗拉強度為503.6 MPa,伸長率為14.4%,硬度為HB176,工藝出品率為87.5%。鑄件表面質量、力學性能及內在質量等均滿足技術要求。圖3 為經過打磨處理的鑄件,圖4 為機加工后的成品。
利用這種工藝現已生產該鑄件1,452 件,試棒抗拉強度均在500 MPa 以上,仲長率最小為13.6%,廢品29 件,主要表現為氣孔、掉砂(砂芯碰撞破損造成)、敲擊損傷(敲擊內澆道時帶傷本體)等,廢品率為2.0%。
4 結束語
針對球鐵飛輪殼鑄件結構復雜,壁厚相差較大,易產生縮孔縮松缺陷的特點,通過嚴格控制鐵液的化學成分,提高鐵液的流動性,降低鑄件的澆注溫度;中間底注,鐵液分散進入型腔。四角排氣,充分排除型腔內及澆注過程中產生的氣體等有效措施,成功生產了柴油發動機球墨鑄鐵飛輪殼鑄件,采用無冒口工藝實現了極高的工藝出品率和較高的產品合格率。
(摘自《鑄造》)
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號