
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
我國鑄造磨球的生產及研發現狀
發布時間:
2013-10-31 00:00
來源:
據統計國內磨球年消耗已經超過200萬t,冶金礦山消耗的磨球占各行業磨球消耗總量的70%。2006年為例,磨球損耗造成的經濟損失不少于40億[1-2]。由此可見,磨球在耐磨材料中占有相當大的比重。我國目前鑄造磨球的生產廠家有1 000多,但年產量大多數在3 000t以下,萬噸的企業不到10家。而磨球的國內需求及出口量逐年增多,對磨球的質量要求也逐步提高:本文從鑄造磨球材質的研發及磨球的生產工藝等方面介紹了鑄造磨球的現狀,并對鑄造磨球的發展提出了觀點。
一、鑄造磨球
磨球按材質可分為金屬磨球、非金屬磨球,金屬球包括鋼球、鐵球;非金屬球包括無機非金屬和有機高分子材料,其中無機非金屬材料中包括氧化鋁、氧化鋯、硅酸鉛、碳化硅、碳化鎢、氮化硅等合成材料,也包括瑪瑙、礫石、卵石等天然材料;有機高分子材料包括聚四氟乙烯等材料。
金屬材料磨球按照制作方式又可以分成鍛球、軋球和鑄球[3]:其中鑄造磨球的丁業應用非常廣泛,我國年產達到了百余萬噸。在冶金、建材、電力、化工等行業,磨球都有大量的應用。因此,與磨球相關的國家及行業標準也很多。由于目前尚無鑄造磨球的國際標準,因此在最新的鑄球國家標準中參考了美國ASTM和歐洲耐磨鑄鐵件標準[4]。新修訂的國家標準《鑄造磨球》與原標準比分別增加了磨球的牌號,將磨球直徑分為5類,減少了鑄造
磨球的直徑公差,并將在國內已有生產并取得好的工業效果和性價比的磨球列入國家標準(ZQCr12、ZQCr5、ZQQTM),依據生產和應用增加了C、Si、Cr的含量范圍,提高了鑄球表面硬度要求(ASTM耐磨鑄鐵件的中上水平):標準制定水平的提高,反映了我國鑄造磨球生產的技術水平有了長足的進步:下面筆者將介紹鑄造磨球在我國的研發及生產現狀:
二、鑄造磨球的研發
2.1 計算機模擬技術在鑄造磨球上的應用
計算機模擬技術,可提高產品質量、增加產品成品率、降低工程技術成本、降低人工成本、增加設備利用率、縮短產品沒計周期等[5]。同樣該技術也被應用于鑄造磨球的生產研發
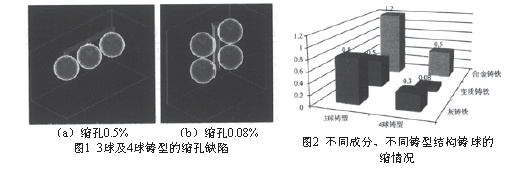
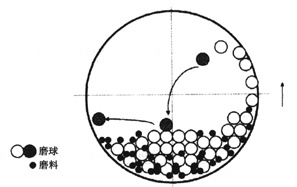
之中,Suslo N V等人利用模擬技術對ф60mm鑄球生產的鑄則進行模擬,將原3球鑄型,改進成4球鑄型,鑄球的縮孔率由原來的0.5%減少到0.08%,見圖1。同時也對不同材質的鑄球進行了模擬,結果見圖2[6]。國內也有人利用溫度場數值模擬軟件對金屬型耐磨鑄球的凝固過程進行數值計算。利用模擬結果改進鑄球鑄造工藝,達到消除縮孔缺陷,提高產品質量的目的。為企業節約生產成本,提高產品工藝設計效率[7-8]。
數值模擬技術在鑄球生產中的應用包括以下幾個方面:①改進鑄型沒計,包括鑄型的壁厚、鑄型布局等;②預測鑄球可能產生縮孔等缺陷的條件,以便制定合理的工藝方案;③通過對鑄球不同生產:方案的模擬,選擇最優的方案進行生產,減少了企業生產試制的成本;④在特殊尺寸鑄球(大尺寸)的研發中采用模擬技術,確定合理工藝,提高研究效率,減少研制成本。
2.2 提高鑄造磨球性能的研究
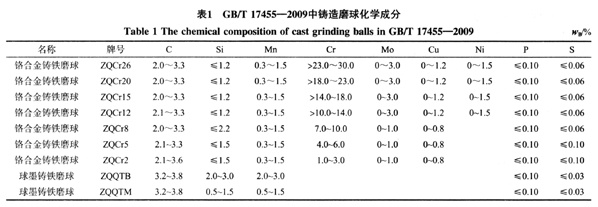
磨球在研磨過程中分別與磨料、襯板及磨球間發生摩擦與沖擊,在這過程中,磨球承受著沖擊拋落時的較大沖擊和碰撞時的較小沖擊、法向壓力、切向力及磨粒的磨削作用[9],見圖3。因此,高的耐磨性與好的韌性一直是磨球生產廠家追求的目標。
2.2.1 鑄造磨球的材質
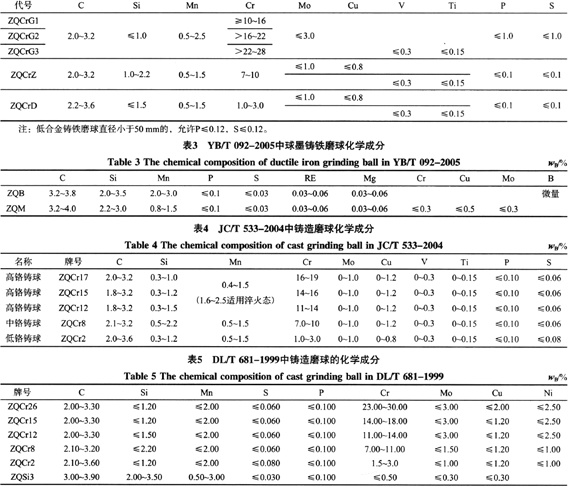
磨球相關的國家及行業標準中對鑄球的成分都有相關的規定,這些標準包括:GB/T17455—2009僻造磨球》、YB/T 092—2005《合金鑄鐵磨球》、JC/T533—2004《建材了業用鉻合金鑄造磨球》、DL/T68l一1999<耱煤機耐磨件技術條件》等。相應標準對鑄球成分的規定分別見表l—5110-13]YB/T092—2005拾金鑄鐵磨球》中鉻系鑄鐵磨球的化學成分應符合表2的規定,球墨鑄鐵磨球成分見表3,金屬磨球可分為鋼球和鐵球,鋼球包括
圖3 球磨種磨球運動示意圖碳鋼球與合金鋼球;鐵球包括普通鑄鐵球、合金化鑄鐵球、天然多元素低合金鑄鐵球。鋼球則主要是鍛軋球為主,還包括普通鑄鋼磨球及新型合金化鑄鋼磨球;鑄造磨球是以鑄造鐵球為主,這從卜面提及的幾個國家及行業標準中就能看出。近些年我國研發的磨球材質主要有中高碳鋼鍛球、貝氏體鍛鋼球,高鉻合金鑄球,中鉻合金鑄球,低鉻合金鑄球,貝氏體球墨鑄鐵球,貝氏體、馬氏體復相球鐵磨球[14-15],這些磨球中鑄造磨球占了相當大的比例。
2.2.2 鑄鋼磨球
鑄鋼磨球研究主要通過合金化及熱處理來提高鑄球的性能,即通過合金化和熱處理改變鑄球組織,從而提高鑄球耐磨性。如徐志明等人采用高硅微合金化方法和中斷正火熱處理研制出的ZG55SiCrMoTiBRE鑄鋼磨球,其成分為:0.5%~0.6%C,0.9%~1.4%Mn,
0.7%~1.4%Si,1.0%~1.4%Cr,0.2%%~0.4%Mo及微量Ti,RE,B,還有常量的S,P,使用壽命比鍛鋼磨球高3倍,比ZG55鑄鋼磨球高1倍以上[16]。
符蓉等研究了利用鑄造余熱對鑄造磨球進行處理,鑄球中斷正火后,獲得了貝氏體和馬氏體復合組織,對比試驗中的ZG45鑄鋼磨球與ZG45SiMnCrMo鑄鋼磨球比,抗磨系數由1.5升至3.5[17]。以上研究的共同特點就是利用合金化及熱處理獲得貝氏體和馬氏體復合組織,以期獲得高性能。貝氏體是由Bain在20世紀20年代末發現的,是一種強韌性配合良好的組織,其組織的特殊性能受到廣泛重視,貝氏體領域的研究工作也得到廣泛開展[18],這其中就包括鑄造磨球。
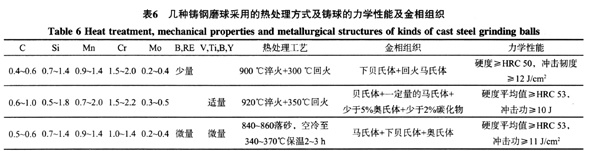
一般情況下隨著淬火溫度的提高,鋼球的硬度增加,但過高硬度反而下降;淬火溫度及回火溫度對鑄鋼磨球的力學性能有著不同的影響,對于成分不同的鑄鋼磨球,淬火及回火溫度存在一個最佳組合。
表6為幾種鑄鋼磨球采用的熱處理力·式及鑄球的力學性能及金相組織[16,19-20]。從表6中可以看出,高性能鑄球的金相組織基本都是貝氏體+馬氏體+少量奧氏體,而最佳熱處理工藝就是為了獲得這二種組織的最佳配比。
2.2.3 鑄鐵磨球
根據GB/T17455—2009《鑄造磨球》,磨球被分為鉻合金鑄鐵磨球及球墨鑄鐵磨球,其中鉻合金鑄鐵磨球根據鉻含量的不同分成不同牌號,球墨鑄鐵磨球根據熱處理后獲得基體組織的不同分為貝氏體球墨鑄鐵磨球及馬氏體球磨鑄鐵魔球。與鑄鋼魔球不同,鑄鐵魔球的研究主要集中在不同鉻含量魔球在不同領域應用情況的研究及高性能CADI魔球的研究等方面。
不同磨機工況,如干磨、濕磨,不同礦物等,都應選擇相對適合的磨球。能滿足所有工況條件要求的磨球還沒有,都需要結合具體的工況,對磨球材質進行優化。如王廣瑞等人通過對比不同磨介材料研究,確定對于黑山鐵礦,低鉻釩鈦鑄球具有良好的耐磨性;同樣王鵬等研究了低鉻多元合金球在凡口鉛鋅礦上的應用,認為低鉻多元合金球用于金屬礦山濕磨工藝,比高鉻球、中錳稀土鎂鑄球磨礦費用更低[21-22]。
低鉻多合金白口鑄鐵球的特點是鉻含量低,價格較低。大多應用在水泥、電力干磨作業,耐磨性是普碳鋼球的7~8倍,應用于礦石等濕磨作業優勢更明顯,是低碳鋼球的2.5~3倍,是中高碳鋼球的1.5~2倍。
高鉻與中鉻多合金鑄鐵球由于含較高鉻元素,其金相為馬氏體基體上分布著不連續的碳化物,而碳化物以(Cr,Fe)7C3為主,因而其宏觀硬度很高(HRC 50以上),又有一定韌性,具有優良的耐磨性。Crl2磨球,可鑄態使用,只進行簡單的低溫去應力處理即可,組織為細珠光體組織+碳化物+殘余奧氏體。其耐磨性是普碳鋼球的10倍以上,大受電力、水泥行業歡迎[23]。貝氏體或馬、貝體球墨鑄鐵磨球的金相組織,是由馬氏體、貝氏體和球狀石墨良好配合而成,具有良好的淬透性和硬韌性。其耐磨度為普碳鋼球的2.5~3倍,價格偏貴。
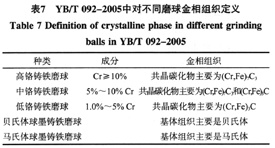
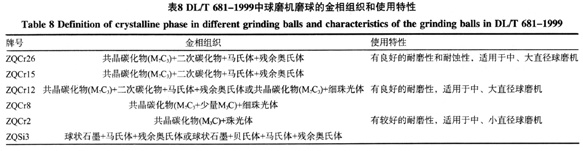
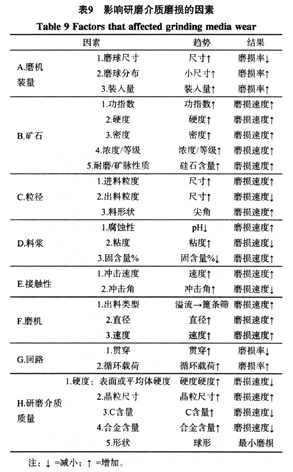
2.2.4 鑄造磨球顯微結構的研究對鑄造磨球的顯微組織,GB/T17455—2009《鑄造磨球》中沒有具體說明,而YB/T092—2005《合金鑄鐵魔球》中對高、中、低鉻鑄鐵磨球及貝氏體、馬氏體鑄鐵磨球分別做了定義,DL/T681-1999《磨煤機耐磨件技術條件》中對球磨機磨球的金相組織和使用特性也有描述,見表7-8。鑄球的金相組織直接影響鑄球的力學性能和耐磨性,對于鉻鐵鑄造磨球,常見的組織是基體+碳化物。不同的基體組織抵抗磨損的行為不同,同種基體組織,在不同工況條件和磨損類型下抗磨行為也不相同,如濕磨條件下對磨球的損耗更大,如采用相同的高鉻鑄鐵球,分別在干磨、濕磨條件下研磨花崗巖(granite),干磨條件下球的損耗是(51±5) mg/cycle,濕磨損耗是(106~9) mg/cycle[24]。更有甚者,在腐蝕作用占主導地位的情況下,對于同樣的礦物粉末,濕磨消耗的金屬是干磨的10倍[25]。
磨球本身的硬度、韌性、尺寸、合金含量,球磨機內的酸堿狀況、球磨機的直徑、裝載量、進料粒度等都會影響到磨球的損耗。表9為影響研磨介質磨損的因素[26]。因此,在磨球組織選擇時,應考察和分析磨球的工況條件和磨損類型,并根據具體工況條件下的主要磨損機制和“使用性、經濟性”原則,確定磨球的組織類型。
一般情況下,磨球主要有三種磨損失效機制:一種是磨粒切削磨損。對磨球表面施力,并有相對運動的磨粒,在法向力作用下嵌入表面,切向力則推動磨粒沿表面運動。在鉻鐵磨球中,碳化物是硬脆相,當其周圍較軟組織被磨掉而失去對它的圍護作用時,孤立的碳化物被重復滑過的磨料切割和撞擊脆斷,致使硬脆相脫落。一種是沖擊疲勞磨損。磨球受到反復撞擊,相互之間滾動與滑動,在交變的壓力和剪切力作用下引起交變的赫茲接觸應力,在材料的亞表層產生最大交變切應力、接觸區邊緣產生峰值拉應力,導致在亞表層的脆性相、夾雜物或孑L洞處產生疲勞裂紋,裂紋擴展與交織,最終使磨球表皮剝落及磨損。若裂紋產生于較深部位,并沿脆性相和缺陷向內部擴展,形成較大的縱深裂紋。裂紋會合并延及表面,會使磨球表面成塊脫落。另一種是沖擊磨粒磨損,磨球在撞擊磨粒時,受到沖擊磨損。在沖擊磨粒磨損中,鉻鐵磨球中碳化物可被沖擊碎裂及脫落,同時基體組織也被鑿削和短程切削而磨損,表10為磨損機制及在相應機制下抗磨的基體組織類型
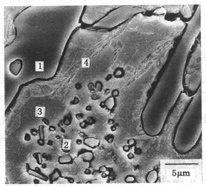
[27]。目前國內比較缺乏對鑄球顯微結構與其耐磨性關系的更為深入、系統的研究。而只有對鑄球的顯微結構深入了解,才能對其耐磨性的高低有更深刻的認識。Webera K等人利用M·ssbauer譜研究了高鉻鑄鐵的顯微結構與其耐磨性的關系,其研究的三種高鉻鑄鐵成分見表11,經1150℃退火4h,200℃回火2h后,合金B的晶相主要有:初生碳化物、二次碳化物、馬氏體、殘余奧氏體,見圖4[9]。最后的研究表明,硬度不能精確反應高鉻鑄鐵磨球的耐磨性(研磨水泥),更為重要的是磨球物相中馬氏體的碳含量,馬氏體中碳含量高,磨球耐磨性更好,同時,在殘余奧氏體中低碳含量的殘余奧氏體比例越多,則磨球的斷裂韌性更好。1 000—1150℃等溫退火4h,200℃回火2h,可以獲得優化的鑄球韌性及耐磨性[9]。
三、鑄造磨球的生產
3.1 砂型鑄造工藝
濕型手工造型生產鑄球是最簡單的砂型鑄球生產方法,該方法生產效率低、勞動強度大,但工藝簡單,投入少。我國20世紀80年代也曾經從原西德引入過水玻璃砂造型線,該生產線主要用于生產高鉻鑄球,是我國較早的鑄球生產線。除此之外我國也曾引入過 DISA造型線,該線效率很高,100~200型/h,一型甚至可以鑄出上百個球。但DISA線價格相對昂貴,投資規模很大,一般小型企業很難有這樣的投資能力。
國內目前仍然有很多企業在利用砂型鑄造工藝生產鑄球,采用的主要是疊箱工藝,疊箱造型工藝的優點有:①補縮壓頭高,補縮效果好,易獲得內部致密的磨球;②相對單層砂型工藝,可減少澆冒口體積,提高工藝出品率;③造型占地面積小,澆注速度快;④節約型砂。疊箱造型工藝除了具有普通砂型鑄造的一些缺點外還有以下缺點:①對型砂的透氣性要求較高;②由于澆注后液態金屬的靜壓頭較高,低層鑄球易產生粘砂缺陷,表面粗糙[28]。
相關鑄造企業的研究主要集中在如何提高疊鑄生產效率,改善鑄球質量的方面,馮日青等將疊鑄工藝應用在高鉻鑄球的生產中,在φ60mm~φ100mm鑄球生產中,鐵液工藝成品率為71%-73.6%,且無縮孔或縮松鑄造缺陷。工作的勞動強度降低,勞動生產率提高[29]。
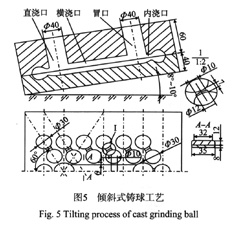
對于生產應用中的大量的小直徑磨球,除了采用普通單層砂箱和疊箱鑄造兩種形式外,研究人員研究出一種傾斜澆注串鑄工藝,見圖5。
磨球串鑄工藝特性:①傾斜澆注,鋼液由低向高逐層進入鑄型,鋼液流動路線短,每個鑄件充型時間短;②位于鑄型低處的鑄件可由橫澆道和直澆道補縮,位于高處鑄件則由冒口補縮;③鋼液形成順序凝固,內側磨球可得到澆道和冒口的補縮,避免了磨球出現縮孔、縮松等缺陷[30-32]。
3.2 金屬型生產鑄造磨球
金屬型鑄造與砂型鑄造比較,在技術上與經濟上有以下優點:①金屬型生產的鑄件,其力學性能比砂型鑄件高,同樣合金,其抗拉強度平均可提高約25%,屈服強度平均提高約20%,其抗蝕性能和硬度亦顯著提高;②鑄件的精度和表面光潔度比砂型鑄件高,而且質量和尺寸穩定;③鑄件的工藝收得率高,液體金屬耗量減少,一般可節約15%-30%;④不用砂或者少用砂,一般可節約造型材料80~100%[33]。
金屬型工藝非常適合于生產磨球,其最大優點是金屬鑄型冷卻速度快,可細化磨球組織,顯著提高磨球的耐磨性及抗破碎性能。美國早在1927年,IJ·Barton就申請了使用金屬型生產制備鋼、合金鋼、白口鑄鐵、可鍛鑄鐵材質的鑄球專利,專利的金屬型為一型4球[34]。金屬型鑄造也存在一些不足,如產品易出現冷隔、高溫氣孔、溝槽、皺皮等缺陷,且金屬型笨重,工人勞動強度大,無法實行多組合鑄造及機械化生產。
覆砂金屬型是在型腔表面覆蓋一定厚度砂層的金屬型。可減緩鑄件冷卻速度,減少鑄件因鑄型引起的氣孔等缺陷。覆砂金屬型鑄造工藝克服了金屬型鑄造和砂型鑄造的缺點,保持了它們的優點,且實現了全自動化控制的流水線生產。
3.2.1 覆砂金屬型用于高性能磨球生產
基于金屬型的快速冷卻的優點,在研制生產高性能的鑄球時,往往采用覆砂金屬型。如在生產研制馬氏體球墨鑄鐵及貝氏體球墨鑄鐵磨球時,根據材料本身流動性好、收縮的特點,一般都選擇覆砂金屬型生產,這是利用了金屬型的激冷作用,以增加石墨球數、降低偏析程度。生產出的馬氏體球墨鑄鐵磨球的金相組織為:高碳隱針馬氏體(70%-75%)+球狀石墨+上貝氏體(25%-30%)+少量合金碳化物(<5%)+少量殘余奧氏體。其表面硬度為HRC 55~57,表面與心部硬度差HRC2;通過工業性試驗平均單耗為0.66k砂t原礦、破碎率<1%[35]。貝氏體球墨鑄鐵磨球的室溫金相組織為:下貝氏體B+少量殘留奧氏體Ar+少量的碳化物(≤5%)+石墨,HRC 50-58,表面與心部硬度差HRC2~4[36]。
少量合金碳化物(<5%)+少量殘余奧氏體。其表面硬度為HRC 55~57,表面與心部硬度差HRC2;通過工業性試驗平均單耗為0.66k砂t原礦、破碎率<1%[35]。貝氏體球墨鑄鐵磨球的室溫金相組織為:下貝氏體B+少量殘留奧氏體Ar+少量的碳化物(≤5%)+石墨,HRC 50-58,表面與心部硬度差HRC2~4[36]。
3.2.2 覆砂金屬型磨球生產的工藝自動化
我國的一些科研單位和企業對金屬型鑄造磨球機械化、自動化生產線工藝進行了研究,相關的鑄球金屬型模具的專利不下百種。目前,不但成功實現了鑄造磨球的機械化生產,而且有多家單位可以提供自動化鑄球生產線。安徽寧國就有多家公司:安徽省寧國市南洋鐵球有限公司、安徽省寧國新寧實業有限公司、寧國市志誠鋼球模具有限公司、安徽省寧國市四方鋼球模具有限公司等。國內還有其他一些企業,如鄭州化方機械制造有限公司、浙江省機電設計研究院、河北省景縣新華模具廠等。
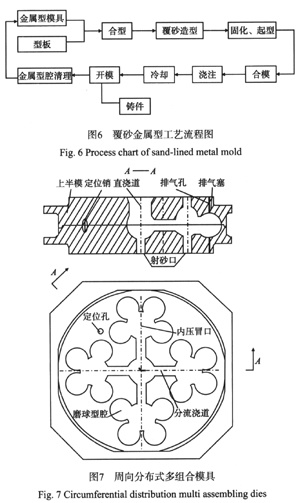
覆砂金屬型的工藝流程見圖6[37],其工藝特點為:①有效控制冷卻速度,改變覆砂厚度和金屬型壁厚,可有效控制鑄件的冷卻速度;②能實現多組合鑄造,覆砂金屬型可利用覆膜砂流動性好的優點,用射砂機將型砂射人金屬型腔內,一次性完成多組合模具的鑄造,圖7-8為兩種常見的組合形式”;③覆砂金屬型工藝的金屬型壽命長,其使用壽命可達近萬次而金屬型鑄造的金屬型使用壽命僅千余次;金屬型工作面有覆砂層,無須精加工,鑄造面的鐵質晶粒細化、組織精細、模具耐用;④覆砂金屬型鑄造工藝能實現鑄球機械化,覆砂金屬型的鑄造工藝是一個循環的生產過程,是采用機械化來完成的,只要增加一些輔機配上自控系統就可以實現流水線生產[37]。
覆砂金屬型工藝生產不同磨球產品需要不同的鑄型和芯板,這樣生產成本投入比較大。1t磨球生產成本比手工金屬型生產成本要增加200~300元[37]。
3.3 消失模工藝生產鑄造磨球
消失模鑄造生產周期短、效率高,鑄件精度高,適合鑄造復雜結構鑄件,工藝靈活,而且投資少、見效快,生產效率高;消失模的不足之處是鑄件表面生皺皮、炭黑、夾雜及夾渣等缺陷,大平面易變形[39-40]。
圖9是年產量為3 000~5 000t 或以上的奧貝球鐵磨球,或低、中、高鉻鑄鐵磨球,或其他抗磨合金磨球的消失模鑄造磨球生產流程[14]。一般情況下,消失模鑄造磨球尺寸在巾30mm~φ120mm。磨球直徑<30mm,比較容易出現積碳、皺皮、夾渣(碳黑);磨球直徑>120mm,磨球易出現中心縮松、縮孔、空心。不過也有研究人員做消失模工藝制備大尺寸磨球的研究,并取得了滿意效果,如劉瑞麗等采用消失模鑄造了外徑為1 150mm、內徑850mm,材質為ZG75CrMn NiMo大型鑄鋼球,消失模解決了用砂型鑄造大型空心鋼球壁厚不均的缺陷,而且能夠鑄造出磨球表面的小圓釘凸起[42]。
消失模鑄造工藝生產磨球的優勢有:落砂清理工作量減少了30%~40%,外觀尺寸精確;干藝出品率高,達到68%~75%,生產效率是傳統砂型工藝的1.5~2倍;應用消失模工藝生產磨球的綜合成本低,具有明顯的經濟效益[43]。
四、結束語
在鑄造磨球的生產、研發過程中,應充分利用計算機模擬技術的優勢以優化鑄球生產工藝,減少新產品試制成本和鑄球的生產成本[5]。
鑄造磨球相關的國家及行業標準中所列出的大多是鑄鐵磨球,而鑄鋼磨球作為鑄造磨球中的一種,在某些領域還有一定的應用。其研究主要通過合金化及熱處理來提高其性能,即通過合金化和熱處理改變鑄球組織,從而提高鑄球耐磨性。高性能的鑄鋼鑄球的金相組織基本都是貝氏體+馬氏體+少量奧氏體,而最佳熱處理丁藝就是為了獲得這三種組織的最佳配比。
與鑄鋼磨球相比,鑄鐵磨球的實際應用領域更廣,這點從相應的國家及行業標準中就能看出。國家標準GB/T 17455—2009《鑄造磨球》中磨球被分為鉻合金鑄鐵磨球及球墨鑄鐵磨球,與鑄鋼磨球不同,鑄鐵磨球的研究主要集中在不同鉻含量磨球在不同領域應用情況及高性能CADI磨球的研發等方面。低鉻多合金白口鑄鐵球的特點是鉻含量低,價格較低廉。高鉻與中鉻多合金鑄鐵球由于含較高鉻元素,其金相為馬氏體基體亡分布著不連續的碳化物,而碳化物以(Cr,Fe)7C3為主,因而其宏觀硬度很高(HRC 50以上),又有一定韌性,具有優良的耐磨性,大受電力、水泥行業歡迎:貝氏體或馬、貝體球墨鑄鐵磨球的金相組織,是由馬氏體、貝氏體和球狀石墨良好配合而成,具有良好的淬透性和硬韌性,其耐磨度為普碳鋼球的2.5~3倍,價格偏貴[23]。
鑄球的金相組織直接影響鑄球的力學性能和耐磨性,只有對鑄球的顯微結構深入了解,才能對其耐磨性的高低有更深刻的認識。國內目前比較缺乏對鑄球顯微結構與其耐磨性關系的更為深入、系統的研究。
國內對于鑄造磨球的研發應在以下方面加以重視。
(1)根據不同—L:況條件和磨損類型,以最優化的成本研制適合的鑄造磨球;
(2)高校、科研機構應加強對鑄造磨球耐磨性及力學性能與其顯微組織的相關性的研究;
(3)進一步研發以更低的成本生產高性能的CADI磨球;
(4)對鑄造磨球在不同丁況下的磨損機理進行更為深入、系統的研究,為相關的應用企業提供最佳的鑄造磨球選擇,以達到最大限度地減少磨球消耗、降低水泥、礦山、電力等部門生產成本的目的。
目前國內生產鑄造磨球的下:工藝方法有砂型鑄造廠藝、覆砂金屬刮鑄造工藝、消失模鑄造工藝等。每種工藝都有各自的特點,如濕型手工造型生產鑄球工藝簡單,投入少;覆砂金屬型工藝能實現鑄球機械化生產;消失模鑄造工藝生產磨球的優勢是落砂清理工作量減少廠30%~40%,外觀尺寸精確;工藝出品率高,達到68%~75%:鑄造磨球生產廠家應結合本地情況,選擇合適的鑄球生產工藝。
(摘自《鑄造》)
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號