
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
建設世界一流的機床鑄造企業
發布時間:
2014-01-09 00:00
來源:
制造業的基礎
——機床制造業
機床制造業是國民經濟一個十分重要的行業,隨著我國國民經濟快速發展和國防建設的強化,機床這種基礎性、戰略性生產制造手段成為裝備制造業發展的關鍵和急迫的需求。可以說一個國家機床制造業的水平顯示了該國制造業和裝備制造業的整體水平。
機床制造業的快速發展
l 機床制造業雖然在制造業領域的規模非常巨大,預期到2015年,機床工具行業將實現工業總產值8000億元 。中國機床工業這三、五年來進步很快,國產數控機床占據了國內近50%的市場份額 。
l 沈陽機床集團自主研發的飛陽數控系統進入產業化進程的大面積應用,“中國制造”的核心部件不再依賴國外廠商的控制和壟斷。沈陽機床經過五年探索,在去年成功開發智能化運動控制系統,推出全球首臺智能化數控機床,省掉過去繁瑣的編程能直接識別圖形,省工省時省材料;同時高度集成信息、電子、控制等技術實現網絡遠程服務。
l 武重集團2012年將一批國產重大裝備產品,包括數控重型立式車床、龍門鏜銑床、臥式銑車床等多個品種的產品提供重大工程應用。CKX53280型立式銑車床,最大加工直徑14米,加工規格為世界之最。DL250型超重型數控臥式銑車床打破了國外技術封鎖和限制,為國家戰略裝備的研制提供了關鍵加工技術保障。FB320型超重型數控落地銑鏜床鏜軸直徑達到了320毫米,回轉工作臺承重達600噸,目前僅有德國,捷克等少數幾個國家能夠生產。XKU2680型超重型數控龍門鏜銑床,龍門間距10米,工作平臺長64米,龍門移動部件重300噸。如此規格的龍門鏜銑床在我國國內尚屬首次。
機 床 業 存 在 的 差 距
l 國內中高檔數控系統市場75%左右的份額都被日本和德國企業占據。與國外產品相比還有很大不足。最大的差別是核心運行部件的技術水平和運行速度、產品精度保持性、機床可靠性、以及整體機床制造工藝水平與質量幾個方面。
l 國產數控重型機床的平均無故障工作時間不高于300小時,而進口的高檔重型機床平均無故障工作時間在2000小時以上(國際標準為800小時),而且,它們的精度的保持性很高。國產數控重型機床的可靠性水平與國外相比明顯偏低。
l 國產數控機床的幾何精度和工作精度在試制期間可以達到高于設計標準,但是批量產品中卻無法達到臺臺高精度的要求。而國外企業通過先進的生產制造工藝控制,可實現數控機床的批量高精度出產。
l 應用法那科或西門子數控系統的國產高端機床,與國外裝配同樣“大腦”的機床相比,轉速只有國外的三分之一,誤差范圍是別人的5倍。
l 一般認為“高性能數控系統、電主軸、納米精度光柵等功能部件及整機設計制造的核心技術,是發展高端國產數控機床最關鍵的因素”,人們的眼光往往集中在高新技術、尖端攻關方面。這當然沒有錯,但是切不可忽視對于傳統產業-鑄造業在適應科技快速發展所取得的進展與對鑄件質量的新要求。應該說在精度保持性和可靠性以及整體機床制造工藝水平與質量而言,機床鑄件的質量水平起著至關重要的作用。可以說,沒有優質的機床鑄件就不可能生產出優質的機床。
幻燈片5
機床鑄造業-制造業的基礎
l 我國機床鑄造業無論在規模還是技術都有了很大的發展與提高。我們已經有一些較好的鑄造廠。但是從整體而言,機床鑄造業還需要作出堅持不懈的努力才能滿足高質量機床對鑄件的要求。
l 與發達國家的鑄造工廠相比,差距主要表現在鑄件質量、鑄造廠的效率效益和環境三個方面 。
一)鑄 件 質 量
-a)外觀質量-(一)
l 外觀質量包括a,表面狀態,例如表面粗糙度、表面缺陷等。b,輪廓清晰度。c,形狀和尺寸精確度及d,鑄件是否產生變形或翹曲等。
l 表面狀態良好的鑄造表面的鑄件經過拋丸處理后是最漂亮的。
l 自硬樹脂砂的使用為獲得優良的鑄造表面的鑄鐵件提供了基本條件,但是工藝控制及過程管理等方面的差異,卻可以獲得表面質量差異甚大的結果。有一些工廠的鑄件表面涂料的刷痕十分明顯。有的鑄件還出現輪廓不清晰、變形、鼓肚、尺寸與質量超標及各種類型的表面缺陷等。
l 外觀質量與鑄造過程的工藝及過程控制有密切的關系。還受到模具質量、砂型及涂料質量等多方面因素的影響。
一)鑄 件 質 量
-a)外觀質量-(二)
產生鑄件外觀質量不良的因素較多,主要需要注意以下幾個方面:
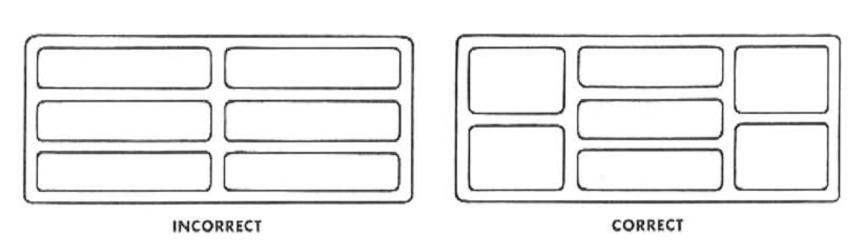
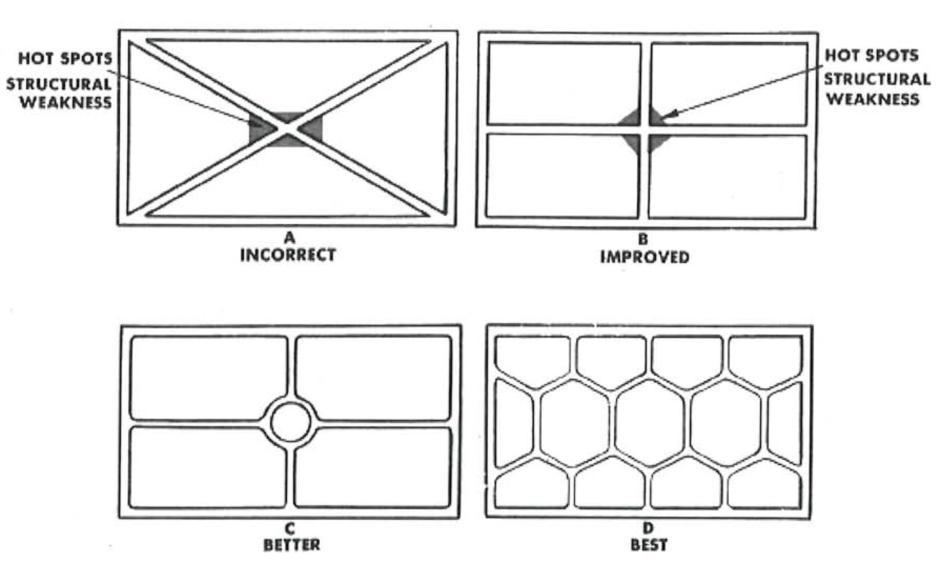
a,模具(含芯盒,下同)和砂箱的設計不當、剛度差。模具制作不良,表面粗糙、應該有的圓角也不預制在模具上、模具使用粗暴及缺乏必要的維護保養制度等都會影響鑄件的表面質量。下面圖1所示的日本木村鑄造廠的砂箱結構可供我們參考,這樣的砂箱結構明顯提高了砂箱剛度,防止了砂箱在使用過程中的變形。
b,需要有優良的型砂性能及可使用時間和起模時間的合理控制。
c,應該均衡的緊砂,特別是靠近型腔部分的砂型。
d, 需要平衡的起模,否則很容易造成型腔部分砂型的破損。
e,應該重視涂料的選用和涂覆、烘干。
f, 要對鑄鐵件的氣孔形成傾向有足夠的重視。機床鑄件的氣孔在 有些工廠的機床鑄件中還是一個常見的缺陷。

一)鑄 件 質 量
-b)鑄件性能-(一)
l 對機床鑄件的性能要求是高質量機床鑄件關注的重點。包括強度性能、硬度等。由于性能取決于組織,因此對鑄鐵的金相組織也逐漸作為驗收條件,諸如基體中的珠光體含量、石墨的分布狀況,一般要求具有:珠光體基體、A型分布的石墨、較小的石墨長度以及截面上的組織均勻性等等。測試項目有逐漸加碼的趨勢。
l 總體而言,基本要求是要求導軌部分的耐磨性好及機床在使用過程中形狀和尺寸的穩定性好、變形量小等。
l 對于導軌部分進行表面淬火的鑄件,導軌部分的珠光體量是保證淬火組織及導軌耐磨性的關鍵。此時對于硬度的要求往往也是從保證珠光體量而提出的。
-b)鑄件性能-(二)
鑄鐵是一類比較特殊的金屬材料。一般金屬材料都是以成分來區分牌號,而鑄鐵的多數是以性能來區分牌號的。以灰鑄鐵為例,看一個灰鑄鐵鑄件的鑄造廠的技術水平,就看在不加合金元素的情況下,誰能用更高的碳當量生產出同樣性能的鑄件。這里就牽涉到原材料的選擇、爐料配比、熔煉方法與工藝、液態金屬的處理及鑄造工藝等等因素所產生的影響,也反映了生產灰鑄鐵鑄件的關鍵技術所在。在灰鑄鐵鑄件力學性能的提高和控制方面是需要我們作出進一步努力的。
-b)鑄件性能-(三)
表一 密烘灰鑄鐵的性能
| 牌號(類型) | AQ | GM-60 | GA-50 | GC-40 | GE-30 | GF-20 |
| 拉伸強度-psi | 50/65,000 | 55,000 | 50,000 | 40,000 | 30,000 | 20,000 |
| 拉伸強度-Mpa | 345/448 | 379 | 345 | 276 | 206 | 138 |
| 比例極限-Mpa,0.01% | 172 | 172 | 137 | 100 | 79 | 66 |
| 彈性模量-Gpa | 152 | 148 | 137 | 114 | 90 | 62 |
| 剛性模量-Gpa | 65.5 | 65.5 | 60 | 50 | 38 | 27.6 |
| 疲勞強度-Mpa | 216 | 172 | 152 | 121 | 93 | 76 |
一)鑄 件 質 量
-b)鑄件性能-(四)剛度、彈性模量、剛性模量
l 剛度是指零件在載荷作用下抵抗彈性變形的能力。
l “彈性模量”是描述物質彈性的一個物理量,是一個總稱,包括“楊氏模量”、“剪切模量”、“體積模量”等 。
l 狹義或一般所指的彈性模量往往是軸向力作用下的“彈性模量”。
l 剛性模量是切應力作用下的“彈性模量”。
一)鑄 件 質 量
-b)鑄件性能-(五)厚大鑄件的難點
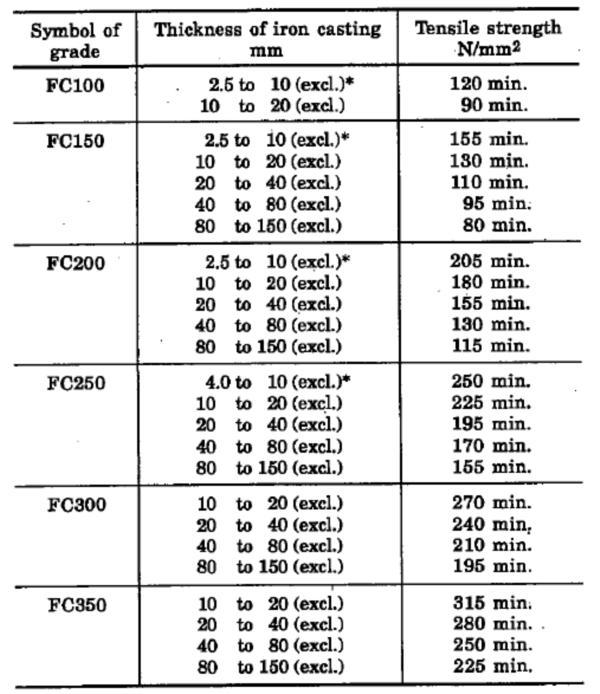
l 表二,灰鑄鐵不同壁厚時附鑄試棒的性能-JIS G 5501-1995
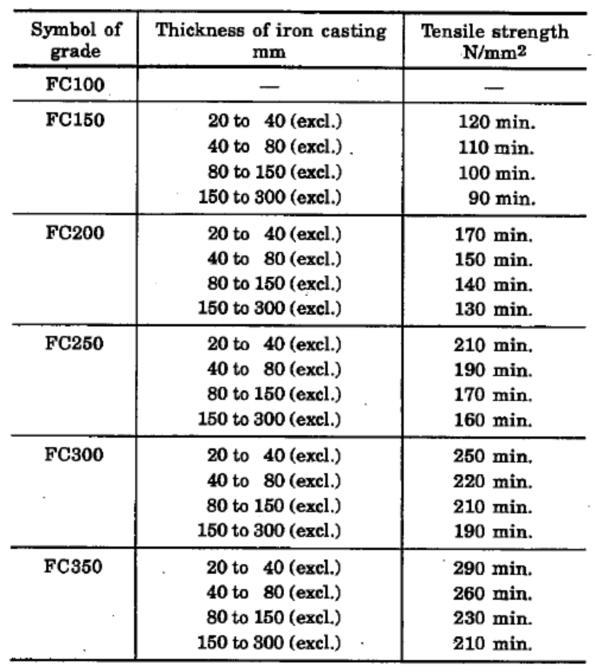
表三,灰鑄鐵不同壁厚時本體試樣的性能-JIS G 5501-1995

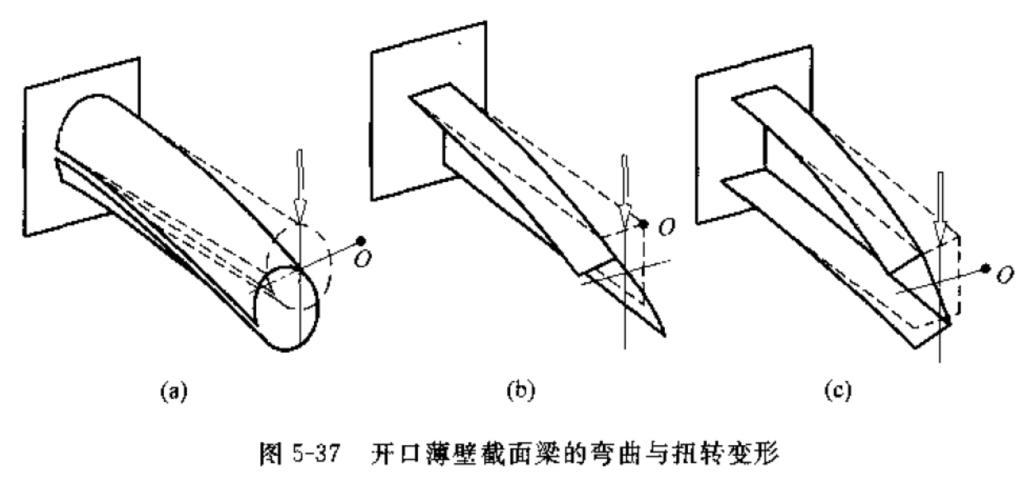
-b)鑄件性能-(六)復合的變形
-b)鑄件性能 - 七)比例極限
l 比例極限是在機床設計中應該考慮的參數,高于比例極限意味著在使用中的構件會引起較大的塑性變形。這是我們所不希望看到的。
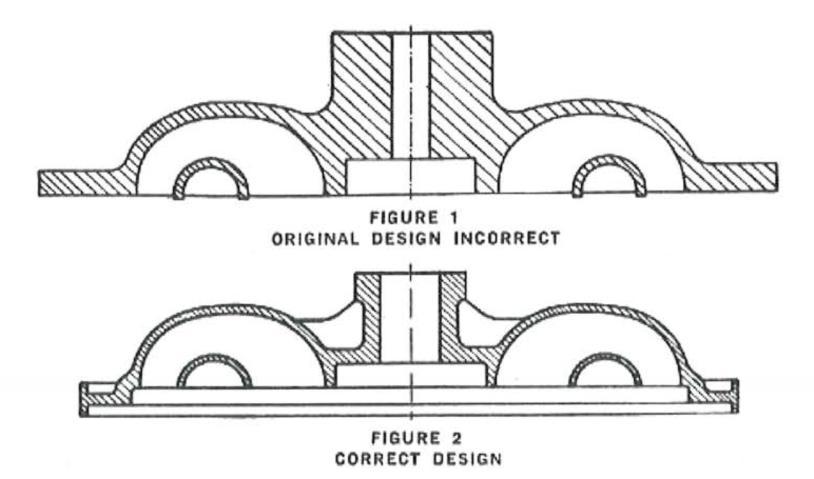
l 我們一些主要的機床鑄造廠往往是屬于某一個機床集團的。應該有比較好的條件實現鑄造工程師參與機床的設計,與機床設計師共同設計有利于完成更合理與高性能的機床鑄件及更合理的機床設計。在有一些機床鑄件的圖紙上,往往也可以發現存在鑄造工藝性比較差的設計,既不必要的增加鑄造過程的難度,也增加了出現鑄造廢品的概率。鑄造工程師參與設計更可以實現共同探討如何提高機床鑄件結構剛度的問題。這就需要我們提高對鑄件結構剛度的認識,同時也必需與機床的承受載荷的條件聯系起來。

-b)鑄件性能-(八)鑄件變形問題
有一家機床制造廠發現,定購的國產機床鑄件使用中的變形量明顯大于國外原裝鑄件。從初步分析看,1.金相組織的差異及鑄件的組織均勻性確實還需要提高。2,降低殘留應力的熱處理是值得注意的問題。降低殘留內應力熱處理不能走過場。需要掌握中、大型鑄件的熱處理特點才能取得良好的效果。關鍵的問題是在中、大型鑄件熱處理時,爐溫與鑄件溫度往往是不一致的,有時相距頗大。需要明確的是,是鑄件需要熱處理而不是熱電偶需要熱處理。出現爐溫與鑄件溫度相差較大的情況時,需要解決的是鑄件溫度的控制問題,不能以爐溫的讀數來完成熱處理規范。這是中、大件熱處理所常見的問題。是值得我們引起注意的。。
二)機床鑄造工廠的效率、效益
l 效率、效益是鑄造工廠得以生存和發展的關鍵。
l 這是與技術和管理共同相關的問題。鑄造領域也同樣存在無序競爭及產能過剩的情況,更加深了效率效益方面的問題。
l 我們在全員的人均產量、人均銷售和人均利潤上與國外和境外的差距是比較大的。
l 我們需要下決心從技術上和管理上切實進行努力、通過產業結構調整解決無序擴張、低價競爭等問題,使機床鑄造企業早日進入良性循環的發展。
l
三)綠 色 鑄 造 的 發 展
l 我們有一些工廠,通過向綠色鑄造方向的努力,在技術和管理體制方面的變革取得了顯著的成效,一些新建的工廠更使人有面貌一新的感覺。
l 以單件和小批量生產中、大型鑄件為特色的機床鑄造工廠,環境的治理較之大批量生產的鑄造廠難度是比較大的。
l 綠色生產是各行各業發展的目標,對于鑄造企業就是綠色鑄造。對于同一個大企業,它在不同時期建立的鑄造工廠推行綠色鑄造的情況,差距也頗大。
隨著技術發展,對綠色生產的要求會不斷提高與深化并隨之發展。實際上它與企業的技術和管理也是密切相關的。技術和管理是綠色鑄造發展的關鍵因素與基本條件。不管是已有的鑄造廠還是新建或準備新建的鑄造工廠都需要在這方面作出不懈的努力。

附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號