
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
濰柴鑄造產業園區規劃與建設
發布時間:
2014-01-09 00:00
來源:
濰柴鑄造產業園區規劃與建設


濰柴創建于1946年,全球員工50000余人,資產總額840億元,2012年銷售收入809億元,是目前中國綜合實力最強的汽車及裝備制造集團之一,位居“2012年中國企業500強”第109位,“2012年中國制造業500強”第39位,“2012年中國機械工業百強企業”第2位。
其中發動機業務板塊擁有員工18000余人,年生產柴油機能力2億千瓦,是中國最大的柴油機專業研發、制造、銷售企業。
濰柴動力(濰坊)鑄鍛有限公司為濰柴動力股份有限公司全資子公司,主要生產經營高速發動機氣缸體、氣缸蓋鑄件。
濰柴鑄造產業園區
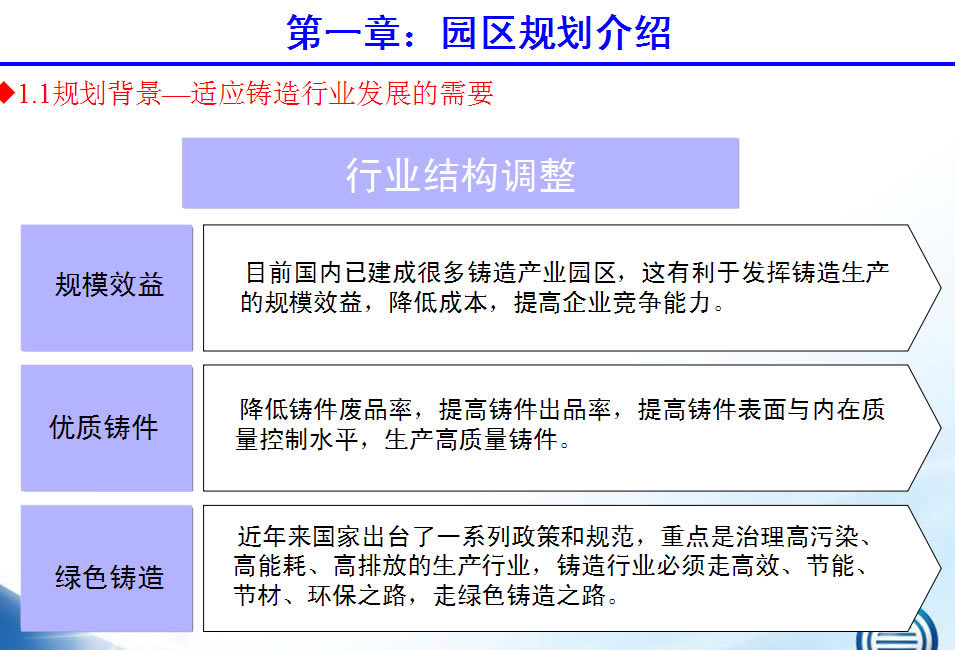

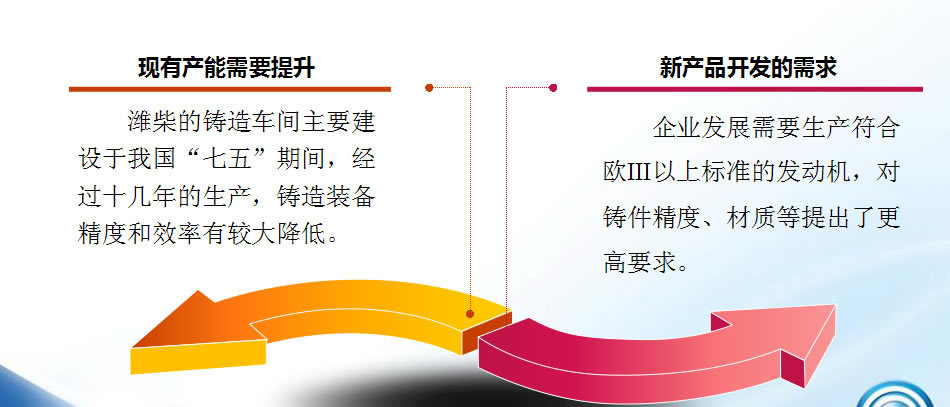
 第一章:園區規劃介紹 l 1.1規劃背景—適應鑄造行業發展的需要 隨著濰柴集團的高速發展,一方面對鑄件的產能和新產品的開發需求大量增加;另一方面對管理和運營提出了更高的要求。
第一章:園區規劃介紹 l 1.1規劃背景—適應鑄造行業發展的需要 隨著濰柴集團的高速發展,一方面對鑄件的產能和新產品的開發需求大量增加;另一方面對管理和運營提出了更高的要求。

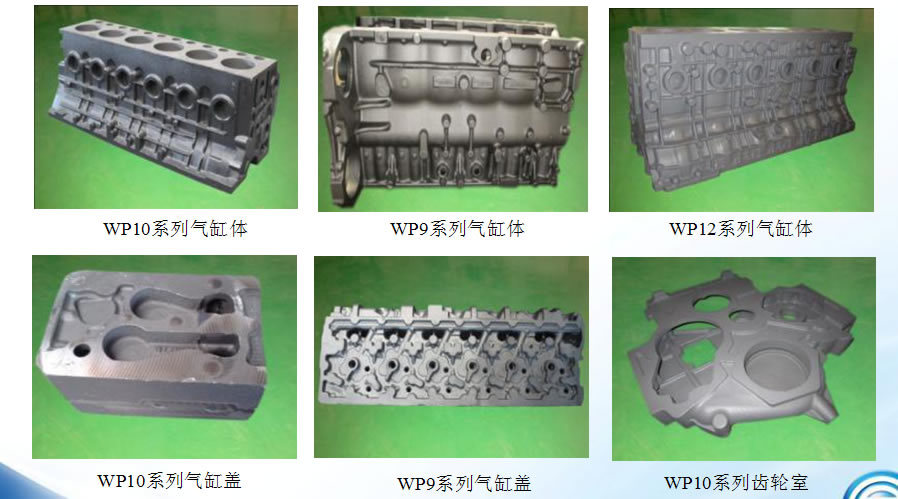
主要承擔濰柴集團中高速機自制鑄件的產出,產品涵蓋百余個件號柴油機氣缸體、氣缸蓋等鑄件,鑄件材質主要為從HT200到HT300的灰口鑄鐵及球墨鑄鐵、蠕墨鑄鐵件,能滿足從歐Ⅱ到歐Ⅵ排放標準柴油機對毛坯的需求。
| 序號 | 生產線 | 高速機系列 | 中速機系列 | ||||
| 4-13升機 | 5-9升機 | 4-13升機 | 大機(臺) | 中速機(臺) | 生產能力 | ||
| 缸體(萬臺) | 聯體缸蓋(萬臺) | 單缸缸蓋(萬臺) | (萬噸) | ||||
| 1 | 鑄造產業園一期 | 20 | 40 | 8.5 | |||
| 2 | 鑄造產業園二期 | 22 | 20 | 25 | 8.5 | ||
| 3 | 鑄造產業園三期 | 40 | 11 | ||||
| 4 | 安丘廠區 | 18 | 15 | 7 | |||
| 5 | 濱海鑄造工業園 | 博杜安6100臺 | 350 | 10000 | 5 | ||
| 合計 | 100 | 20 | 80 | 350 | 10000 | 40 | |
備注:生產綱領以每日兩班制,年工作302天核算
1.5產品及產能規劃—典型產品
第二章:產業園區建設情況
鑄造產業園區以“國際先進、國內一流”的建設理念,圍繞造型、熔煉、制芯、砂處理與清理五大工部展開建設,同時配套完備的環保、動能、公用等各類設施,實現一次性統一規劃,建設成為國內外裝備先進、配套設施齊全的鑄件生產基地。


(1)新老廠區、各期項目,科學組織、合理交叉,確保施工進度和施工質量。
(2)項目建設、鑄造整合同步進行,實現資源共享、高效建設、有序整合。
2.2建成三個廠區
工業園區占地面積1000畝,建筑面積22.2萬m2 。園區共分三期建設,一期投資11億元,于2007年6月投產;二期投資8.5億元,于2011年6月投產;三期投資10億元,于2012年12月投產。產業園區設計產能28萬噸/年。
安丘廠區又名山東華動鑄造有限公司,為鑄鍛公司全資子公司,位于濰坊市安丘經濟開發區,總投資6.5億元,占地面積150畝,建筑面積5萬m2,廠區主要生產濰柴WP10柴油機氣缸體、氣缸蓋、曲軸箱等鑄件,設計產能7萬噸/年。
濱海鑄造廠區為濰柴重機股份有限公司下屬單位,位于濰坊濱海經濟開發區,總投資6億元,占地面積234畝,主要承擔6160系列、6170系列、8170系列、CW200系列、德國MAN B&W公司L27/38、L32/40、L40/55系列氣缸體、氣缸蓋等鑄造毛坯的生產任務。
2.3造型工部
鑄鍛公司共有8條全進口的自動化造型線,德國KW公司和德國HWS公司各4條,每條造型線配套全自動澆注機、砂芯組芯輸送系統及立庫、機器人、機械手等。
各造型線主要參數:
| 序號 | 名稱 | 砂箱內腔尺寸 | 設計生產率 | 典型鑄件 |
| 長×寬×高(mm) | (型/小時) | |||
| 1 | HWS11211 | 1500×1100×400/400 | 60 | 缸體類鑄件 |
| 2 | KW3501 | 1450×1100×400/400 | 70 | |
| 3 | KW3526 | 1450×1100×400/400 | 70 | |
| 4 | KW3536 | 1450×1100×400/400 | 70 | |
| 5 | HWS11338 | 1500×1200×420/420 | 70 | |
| 6 | HWS11296 | 1200×1000×320/320 | 100 | 缸蓋類鑄件 |
| 7 | HWS11212 | 1200×900×300/300 | 100 | |
| 8 | KW3500 | 1000×800×260/260 |
120 |
2.3造型工部—造型線
造型主機采用氣流預緊實加高壓壓實方式,確保砂型硬度及透氣性。同時為滿足不同產品對工藝設備的要求,配置了下芯機器人、下芯機、銑澆口機、鉆氣眼機、扎氣眼、氣孔清吹等輔機。

kw 造型線

HWS造型線
2.3造型工部—全自動澆注機
與造型線配套的是德國KW公司的PUMA全自動澆注機和HWS公司的P20-S型全自動澆注機,采用與造型線同步澆注、隨流孕育工藝、雙工位換包、全自動定量、記憶澆注。

KW澆注機

HWS澆注機
2.3造型工部—機械手、機器人
采用ABB機器人或氣動機械手將立體倉庫輸送來的砂芯按照要求轉運至下芯機內,抓取重量100~400kg。

ABB機器人

氣動機械手
2.3造型工部—砂芯組芯輸送系統及立庫
砂芯組芯輸送系統及立庫實現了砂芯組芯、轉運、存儲的自動化、系統化運作,具備先進先出、產品識別、自動調配等功能。

砂芯儲存

砂芯輸送
2.4熔煉工部
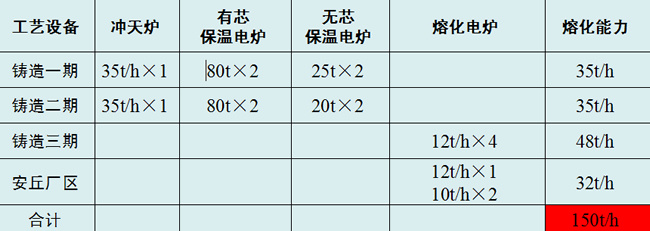
熔煉工部采用沖天爐+保溫電爐雙聯熔煉和電爐熔煉兩種熔煉工藝,總熔化能力達150t/h。其中鑄造一期和二期采用沖天爐+保溫電爐雙聯熔煉工藝,鑄造三期和安丘廠區采用電爐熔煉工藝。
熔煉工部工藝設備及生產能力
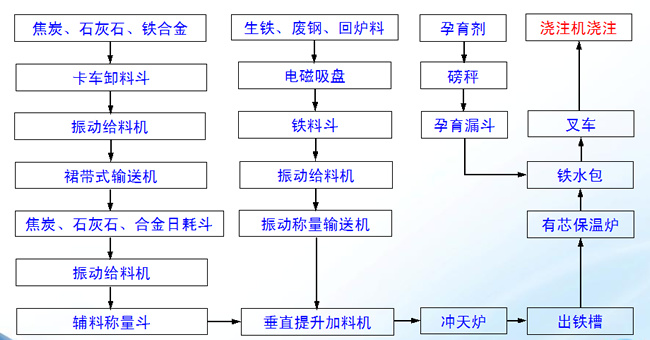
2.4熔煉工部—雙聯熔煉工藝流程(一期、二期)
2.4熔煉工部—熱風富氧水冷沖天爐
35t/h熱風水冷富氧長爐齡沖天爐系統(美國EC&S與德國KKG各一臺套),熔化帶采用無爐襯或薄爐襯設計,可連續熔化30~45天,系統配有全自動加料系統、富氧送風系統、冷卻水系統、爐氣監測控制系統等。出鐵溫度1500~1550℃,鐵焦比8:1,尾氣粉塵含量≤ 20mg/Nm3。

沖天爐外貌

沖天爐熔化
2.4熔煉工部—保溫電爐
80t有芯保溫電爐可實現自動升溫和保溫,確保進、出鐵水同時進行。另外配置雙供電一拖二25t中頻無芯感應保溫爐,以便于調整鐵水化學成分和澆注溫度,實現兩條造型線可同時生產不同牌號的鑄件。

80t有芯保溫電爐

25t無芯保溫電爐
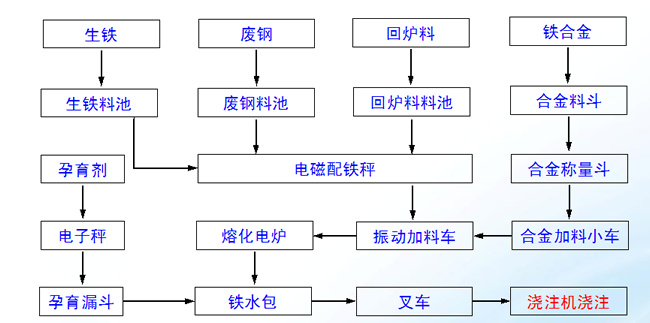
2.4熔煉工部—電爐熔煉工藝流程 (三期、安丘)
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號