
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
箱體類零件加工工藝與常用工藝裝備
發布時間:
2014-07-28 00:00
來源:
一、箱體類零件的功用及結構特點
箱體類是機器或部件的基礎零件,它將機器或部件中的軸、套、齒輪等有關零件組裝成一個整體,使它們之間保持正確的相互位置,并按照一定的傳動關系協調地傳遞運動或動力。因此,箱體的加工質量將直接影響機器或部件的精度、性能和壽命。
常見的箱體類零件有:機床主軸箱、機床進給箱、變速箱體、減速箱體、發動機缸體和機座等。根據箱體零件的結構形式不同,可分為整體式箱體,如圖 8-1a、b、d所示和分離式箱體,如圖8-1c所示兩大類。前者是整體鑄造、整體加工,加工較困難,但裝配精度高;后者可分別制造,便于加工和裝配,但增加了裝配工作量。
箱體的結構形式雖然多種多樣,但仍有共同的主要特點:形狀復雜、壁薄且不均勻,內部呈腔形,加工部位多,加工難度大,既有精度要求較高的孔系和平面,也有許多精度要求較低的緊固孔。因此,一般中型機床制造廠用于箱體類零件的機械加工勞動量約占整個產品加工量的15%~20%。 2.4熔煉工部—電爐熔煉工藝流程 (三期、安丘)

二、箱體類零件的主要技術要求、材料和毛坯
(一)箱體零件的主要技術要求
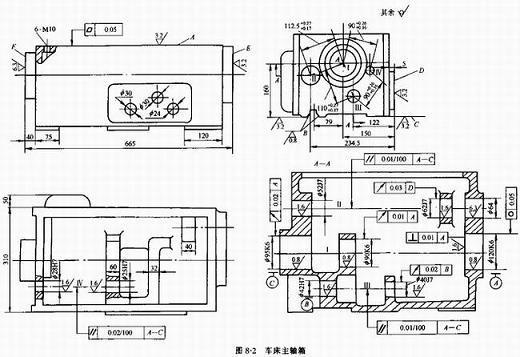
箱體類零件中以機床主軸箱的精度要求最高。以某車床主軸箱,如圖8-2所示為例,箱體零件的技術要求主要可歸納如下:
-
-
1.主要平面的形狀精度和表面粗糙度
箱體的主要平面是裝配基準,并且往往是加工時的定位基準,所以,應有較高的平面度和較小的表面粗糙度值,否則,直接影響箱體加工時的定位精度,影響箱體與機座總裝時的接觸剛度和相互位置精度。
一般箱體主要平面的平面度在0.1~0.03mm,表面粗糙度ra2.5~0.63μm,各主要平面對裝配基準面垂直度為0.1/300。
2.孔的尺寸精度、幾何形狀精度和表面粗糙度
箱體上的軸承支承孔本身的尺寸精度、形狀精度和表面粗糙度都要求較高,否則,將影響軸承與箱體孔的配合精度,使軸的回轉精度下降,也易使傳動件(如齒輪)產生振動和噪聲。一般機床主軸箱的主軸支承孔的尺寸精度為it6,圓度、圓柱度公差不超過孔徑公差的一半,表面粗糙度值為ra0.63~0.32μm。其余支承孔尺寸精度為it7~it6,表面粗糙度值為ra2.5~0.63μm。
3.主要孔和平面相互位置精度
同一軸線的孔應有一定的同軸度要求,各支承孔之間也應有一定的孔距尺寸精度及平行度要求,否則,不僅裝配有困難,而且使軸的運轉情況惡化,溫度升高,軸承磨損加劇,齒輪嚙合精度下降,引起振動和噪聲,影響齒輪壽命。支承孔之間的孔距公差為0.12~0.05mm,平行度公差應小于孔距公差,一般在全長取0.1~0.04mm。同一軸線上孔的同軸度公差一般為0.04~0.01mm。支承孔與主要平面的平行度公差為0.1~0.05mm。主要平面間及主要平面對支承孔之間垂直度公差為0.1~0.04mm。
(二)箱體的材料及毛坯
箱體材料一般選用ht200~400的各種牌號的灰鑄鐵,而最常用的為ht200。灰鑄鐵不僅成本低,而且具有較好的耐磨性、可鑄性、可切削性和阻尼特性。在單件生產或某些簡易機床的箱體,為了縮短生產周期和降低成本,可采用鋼材焊接結構。此外,精度要求較高的坐標鏜床主軸箱則選用耐磨鑄鐵。負荷大的主軸箱也可采用鑄鋼件。
毛坯的加工余量與生產批量、毛坯尺寸、結構、精度和鑄造方法等因素有關。有關數據可查有關資料及根據具體情況決定。
毛坯鑄造時,應防止砂眼和氣孔的產生。為了減少毛坯制造時產生殘余應力,應使箱體壁厚盡量均勻,箱體澆鑄后應安排時效或退火工序。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號