
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
高強度灰鑄鐵生產技術新進展
發布時間:
2016-10-31 00:00
來源:
高強度灰鑄鐵生產技術新進展
侯起飛,劉勝新,孫玉福,楊娟,王劉利
河南省中原內配股份有限公司,河南孟州454750;2.鄭州大學材料科學與工程學院,河南鄭州450002)
摘要:從優化化學成分、提高鐵液純凈度和成分均勻性,強化孕育效果等方面介紹了高強度灰鑄鐵生產技術的最新進展。通過資料總結認為:灰鑄鐵生產技術的主要發展方向是高CE、高強度、高Si/C比、低應力和良好的加工性能;難點是獲得高溫、成分穩定、純凈度高的鐵液和強化孕育。
關鍵詞:灰鑄鐵;高強度;CE;合金化
灰鑄鐵作為傳統的金屬材料在鑄造生產中占有重要地位。雖然近年來灰鑄鐵在世界鑄鐵總產量中所占的比例有所下降,但是統計數據表明灰鑄鐵在鑄鐵件中仍占有重要地位。2006年世界鑄鐵總產量為9136.8萬t,其中灰鑄鐵件為4253.9萬t,我國灰鑄鐵件占世界灰鑄鐵件總量的32.7%。在節能降耗、汽車輕量化的形勢下,灰鑄鐵材料仍能得到如此廣泛的應用,與其良好的鑄造成型性、減磨性、減震性和成本低廉等特點密不可分。汽車輕量化、大功率化的發展,對灰鑄鐵材料的薄壁高強度化要求越來越高。石墨的形態和分布是決定灰鑄鐵材料強度和切削性能的關鍵。為了使灰鑄鐵同時獲得高強度、好的鑄造性能與加工性能,滿足“薄壁高強”要求,國內外工作者進行了大量研究開發工作,其新進展主要表現在以下幾個方面。
優化化學成分
1.1優化CE與w(Si)/w(C)比值
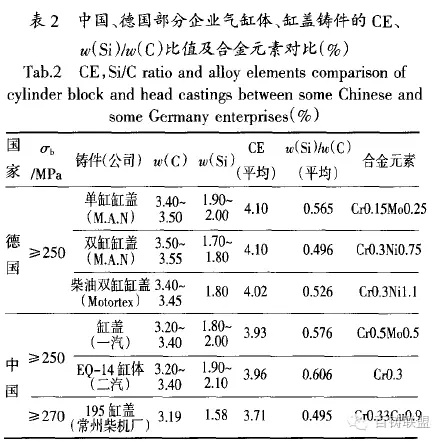
高強度灰鑄鐵的組織中應有一定數量的奧氏體枝晶作骨架;有足夠數量共晶團數目;石墨為A型、中等尺寸的片狀石墨;層片間距較小的百分之百的珠光體。降低w(C)量、提高w(Mn)量,白口傾向增加,硬度提高,但惡化鑄件加工性能。在一定的CE范圍內,提高w(Si )lw(C)比值,可提高灰鑄鐵強度。表1為相同強度時,中、日機床鑄件在CE和二(Si )/w( C)比值方面的對比。表2為中國一汽、二汽、德國MAN和Motortex公司氣缸體、缸蓋鑄件在CE、w(Si)/w(C)比值及合金元素方面對比。從表1可以看出,CE相當時,國內灰鐵件的抗拉強度比日本的低1-2個牌號。相同牌號時,日本灰鐵件的CE和w(Si)/w(C)比值比國內的高。由表2可以看出,德國灰鐵件的CE高于國內產品,合金元素的加人量比國內的少,w(Si)/w(C)比值略低于國內產品。
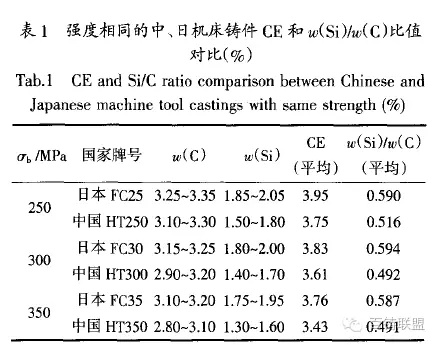
在相同CE條件下,w(Si)/w(C)比值提高,抗拉強度可提高30-60 MPa。高的CE和高w(Si)/w(C)比值,可促進石墨化,減少白口傾向,降低
鑄件應力;但、(Si )/w (C)比值太高時,高w(Si)/w(C)比值和高CE的雙重影響使石墨粗大、珠光體量下降及片層間距增大,強度反而會降低。實驗表明,在高CE(3.9%-4.2%)下,w(Si)/w(C)比值在0.60-0.75內強度值較佳。1.2優化以(Mn)、w(S)量與w(Si)/w(C)比值
在鑄鐵的生產中,S一直被認為是一種有害元素。但研究表明,S對灰鑄鐵的組織和性能有著重要影響,尤其是對采用電爐熔煉的高強度灰鑄鐵而言“硫化物核心理論”認為,電爐熔煉的鐵液中w(S)及硫化物含量低,形核能力低,白口傾向增大,往往難于得到理想的組織和性能,尤其是難于得到理想的A型石墨,且D,E型石墨增加。提高鐵液中w(S)量,不僅改善切削加工性能,而且還可以提高A型石墨的數量,并使石墨長度變短,形態彎曲和端部鈍化。電爐熔煉鐵液要得到正常的石墨形態,w(S)量控制在0.05%-0.12%。當w( S ) <0.05%時,建議使用增硫劑,并且最好在熔煉后期升溫時加人。
加Mn可以提高灰鑄鐵的強度和硬度,但是增大w(Mn )量能否提高強度與w(S)量有關。在w(S)量較高的鑄鐵中,w(Mn )量越高,形成的MnS夾雜物越多。MnS可以作為石墨非自發形核的核心,促使鑄鐵石墨化,但過量的MnS會發生聚集,形成局部密集的MnS排列。同時,鐵液中自由S原子的數量減少,石墨將變得平順,長度變長,端部的鈍化效果變差,其綜合影響的結果是Mn強化基體的合金化作用被MnS所帶來的不利影響壓制了,而且在較高CE的鐵液中增硫的作用也被Mn破壞,導致灰鑄鐵性能降低。因此,w(Mn)量與w(S)量的選擇應該綜合考慮,通常認為當w(S) }0.2%時w(Mn)=1.7w(S)+0.3來考慮w(Mn)量。
1.3低合金化及微合金化
合金化是強化基體、提高強度和剛度的有效方法。生產中一般加入Cr,Mn,Cu,Sn,Mo等元素,加人量一般在0.1%一1.0%為宜。合金元素
使用效果的好壞與加人量、加人方式及所使用孕育劑的種類有關。將Cr直接加人到原鐵液中,其加人量上限為0.35%,否則將出現碳化物;包內沖入法加Cr,其加人量上限可達0.45 %。合金元素復合添加的作用優于單獨使用,有些合金的配合作用是特別有效的。合金的配合使用可以減少合金元素的加入總量,從而降低了成本。 國內外對Nb,V,Ti微合金化及孕育處理方面做的大量研究表明,Nb,V,Ti可以與鐵液中的非金屬元素C和N發生反應,形成碳化物、氮化物、碳氮化物等微小質點,細化基體中的珠光體。普通灰鑄鐵中加人質量分數為1%的V時灰鑄鐵抗拉強度高達400 MPa。一般說來,Ti是很強的碳化物形成元素,其含量很少時w(Ti)<0.08% ),細小的含Ti化合物可作為石墨的核心,有促進石墨化的作用。Nb可使灰鑄鐵保持較高的石墨含量,所以灰鑄鐵保持了良好的減磨性能;同時Nb在灰鑄鐵中可以形成大量彌散分布的碳化物質點,又使灰鑄鐵具有良好的抗磨性能。
N在鋼中已經被作為一種合金元素來使用,但N在鑄鐵中的作用還沒有引起足夠的重視。近年的研究表明,N對鑄鐵中石墨組織的形態、數量和分布都有顯著影響。在灰鑄鐵中,N使石墨片長度縮短,彎曲程度增加,端部鈍化,長寬比減小,共晶團細化,珠光體數量增多,珠光體和鐵素體的顯微硬度提高。瑞典Volvo。公司已開發出了w(N)量為0.000 9%-0.016 0%的新型氣缸體和氣缸蓋。國內成功開發出了一種特別適合于大馬力柴油發動機缸體的含微量V和N的新型微合金化高CE高強度灰鑄鐵,突破了國內外為提高強度加Mo,Nii等元素進行合金化的問題。
2提高鐵液純度和成分均勻性
同樣化學成分和相同金相組織,進口件較國產件材質性能高出1-2個牌號;硬度高于國產件的進口件,切削加工性能反而優于國產鑄件,主要原因是其材質的金相組織均勻性好,夾雜物含量少。金相組織的特點是由鐵液質量決定的。傳統鐵液質量的概念包括鐵液溫度、化學成分和純凈度。目前,對鐵液溫度、化學成分的精確控制已不成問題。如何獲取高純凈度的優質鐵液,是保證灰鑄鐵綜合性能的關鍵。
2.,嚴格控制原輔材料的純凈度
據統計,鑄造用生鐵、SiFe合金孕育劑等輔助材料中的非金屬夾雜物帶給鐵液的不純與鐵液均勻度差的問題占鑄造材質廢品率的60%以上。因此,強化“精料出精品”的觀念,加強對原輔材料的管理是獲得優質鐵液的重要前提。
2.2高溫熔煉
采用1 500℃以上的高溫熔煉是提高鐵液純凈度的有效措施,高溫熔煉可以減少生鐵遺傳性的不利影響,有利于成分均勻。
2.3采用中間合金添加高熔點或低熔點金屬元素
將必須添加的適量合金元素,制成熔點適合鐵液溶解的中間合金,以中間合金的形式加人鐵液中,可有效解決合金的熔解與鐵液均勻性問題,以此來提高組織均勻、減少廢品率。國內外鋼鐵企業也采用添加中間合金的方法,進行鋼液的精煉,生產出優質產品。
2.4吹氣精煉
對灰鑄鐵進行吹氣處理,可有效地去除鐵液中O,H等氣體,在凈化鐵液的同時,增加鑄鐵共晶團的數量、改善孕育效果,從而提高灰鑄鐵強度。吹氣方法有兩種:其一是在包底安裝透氣塞,包底吹氫或吹氮精煉;其二是在感應電爐爐底安裝透氣磚,爐底吹氫或吹氮精煉。中頻爐通過向爐內吹氣,可大幅度降低鐵液中氣體和氧化夾雜物的含量,有效提高鐵液質量。相同孕育處理條件下,吹氣凈化可改善灰鑄鐵的孕育效果最終提高鑄件材料牌號等級。
2.5精煉劑凈化
研究表明,鐵液中加人與O,S等有害元素結合力強的元素,如RE,Ca,Ba,Mn等,在鐵液中形成熔點更高、更穩定、密度更小的氧化物、硫化
物,從而減少了存在的有害元素,凈化了鐵液。文獻研究結果表明,經過精煉劑凈化后,鐵液中的有害元素將減少,最終產品的力學性能得到明顯提高。
3強化孕育效果
選用中頻電爐熔煉,在相同原材料下,與沖天爐相比,其過熱溫度高,熔化保溫時間長,極易引起脫碳。同樣化學成分時,所澆注成的鑄件強度和硬度高,白口傾向大,石墨長度短,且容易產生D,E型石墨;鐵液的流動性較差,收縮增大,易引起各種鑄造缺陷。當使用廢鋼量大于50%時,鐵液的保溫時間增加,上述現象更加嚴重。以前許多孕育劑是針對沖天爐而生產的,現在熔煉條件改變了,孕育劑也需要有所改變。因此,當務之急是加強對薄壁高強度孕育鑄鐵件的研究,開發出適應高CE(3.9%-4.2%)、高Si/C比灰鑄鐵的孕育劑,提高國內鑄件材料牌號等級,降低產品成本、縮小與國外高強度灰鑄鐵件生產的差距。
3.1孕育劑的分類
孕育劑是孕育鑄鐵生產的關鍵。按照孕育劑的作用可將其分成兩類:石墨化孕育劑和穩定化孕育劑。
3.1.1石墨化孕育劑
石墨化孕育劑根據成分又可分為:C系、Si系、特殊系。C系具有石墨化能力強、用量少,衰退慢、孕育效果好等優點。但其熔點高,孕育溫度最好在1 450℃以上,并要配以適當的加人措施,以便克服其吸熱浮升、飛散及空氣氧化等問題。Si系孕育劑中實際應用最廣的是75SiFe。特殊系孕育劑是指為了改善鑄件壁厚敏感性、提高抗衰退能力和滿足產品性能要求而添加了Ba,Sr,RE,Mg,Ca,V,Ti,Nb,N,Zr等元素的孕育劑。
含Ba孕育劑的主要作用是長效而不是高效。研究表明,該類孕育劑具有抑制E型石墨出現,明顯改善鑄件壁厚敏感性,提高抗衰退能力的效果。與75SiFe相比,含Sr孕育劑石墨化能力較強,突出的特點是在減少白口的同時并不顯著增加共晶團數,因此可以減少縮松傾向,改善鑄件致密性和耐水壓能力。孕育劑加入量相同的情況下,SiSr孕育后的鑄件斷面敏感性低,硬度也降低,有利于改善加工性能。因此,對于容易產生白口及易滲漏的薄壁高強度灰鑄鐵鑄件(如:缸體等),可選用含Sr孕育劑進行孕育。
對感應電爐熔煉和爐料中廢鋼比例較大、w(S)量較低的鐵液來說,前述的孕育劑效果都不顯著,而用RESiFe孕育劑卻特別適宜。少量的RE還可消除Pb和Bi對灰鑄鐵片狀石墨形態的有害影響,改善抗衰退性能,降低過冷頃向,減少D,E型石墨及白口的形成,提高孕育效果的均勻性,從而顯著提高鑄件的強度和塑性,改善鑄鐵的切削加工性。
在灰鑄鐵中,氮使石墨片長度縮短,彎曲程度增加,端部鈍化,長寬比減小,從而使其強度和彈性模量增加,特別是當N和RE元素復合添加時效果更加顯著。近年來,已引起國內外的關注。
3.1.2穩定化孕育劑
穩定化孕育劑在減少薄壁敏感性方面比石墨化孕育劑強,但處理薄壁件時要同時使用石墨化孕育劑。它對處理溫度和停留時間不像石墨化孕育劑那樣敏感,也不存在衰退問題。只要鐵液溫度足以熔化孕育劑或處理后的鐵液溫度能滿足澆注要求,都可以得到滿意的結果。
3.1.3復合孕育劑
復合孕育劑是指各種孕育劑按照一定比例混合得到的機械混合物或含有多種元素的孕育劑。實踐證明,使用該種孕育劑可以綜合發揮不同元素的孕育能力,強化孕育效果,特別適合用于控制石墨形態,改善組織均勻性,開發薄壁高強灰鑄鐵。
3.2孕育劑的選擇
相同的孕育劑和相同處理工藝條件下,熔煉方式、化學成分、鐵液溫度及鑄型冷卻條件都會對孕育效果產生影響,因此根據生產實際選擇適宜的孕育劑是生產高強度灰鑄鐵的關鍵。國外有的工廠將w(S)量0.067%定為分界線,不同的孕育劑分別適用于高于或低于w(S)量0.067%的鐵液。對感應電爐熔煉和爐料中廢鋼比例較大,w(S)量較低的鐵液,前述的孕育劑效果都不顯著,而用RESiFe孕育劑卻特別適宜。對于高CE,高w(Si)/w(C)比的高強度灰鑄鐵宜采用REBaCa,REN,SiSr類等復合強化孕育劑。4開發灰鑄鐵先進制造技術
鑄鐵是一種具有極大開發潛力的復雜、多元、多相結構材料,其組織和性能可隨其凝固方式的不同而發生很大的變化。其內容主要包括:鑄鐵件表面層激光強化處理、鑄鐵的半固態鑄造、消失模鑄造、半固態壓鑄技術和真空壓鑄技術、計算機在鑄造行業的應用等方面。從總體上看,關于灰鑄鐵研究開發的深度和廣度已達到相當高的水平,特別是近十多年來隨著多學科交叉和高技術向傳統產業的不斷滲透和融合,促進了制造工藝的優化和成本的降低,提高了灰鑄鐵件的高品質化、高功能化的水平,拓寬了應用領域。
5結束語
汽車技術輕量化、大功率化的發展,對灰鑄鐵材料的薄壁高強度化的要求越來越高。國內外高強度灰鑄鐵發展的趨勢主要表現為:獲得高強度、剛度的同時,具有較好的鑄造性能與加工性能,即強度、硬度、石墨化三者聯系起來,達到力學性能、鑄造性能與加工性能的統一。突破灰鑄鐵生產瓶頸的首要任務是獲得優質鐵液和最佳的孕育處理工藝。
作者簡介:侯起飛(1972-),男,河南焦作人,工程師,長期從事鑄
鐵生產技術及新品開發工作。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號