
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
灰鑄鐵的爐前控制手段
發布時間:
2016-10-08 00:00
來源:
鑄造工程師
為了保證灰鑄鐵件的生產質量,減少廢品,必須對出爐和澆注前的鐵液質量進行嚴格的控制。同時,爐前檢測結果也做為配料調整的依據。
爐前常用的控制手段有:三角試樣,圓柱試樣,熱分析儀,直讀光譜儀等。
1、三角試樣
根據三角試樣斷口的顏色、晶粒大小和尖角部的白口寬度,可以判斷灰鑄鐵的牌號、化學成分和白口傾向。
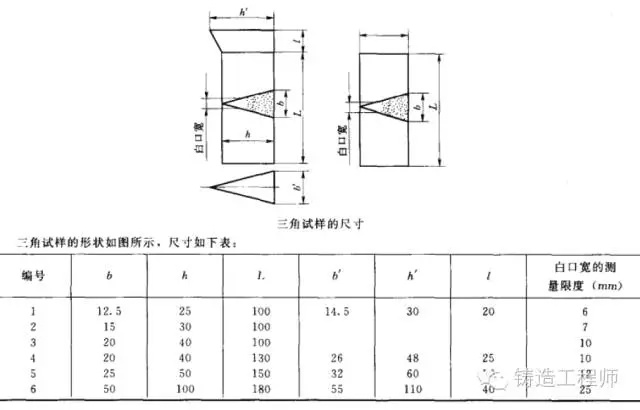

根據白口寬度和鑄件壁厚的比例,可以判斷鑄件性能。

斷口顏色與灰鑄鐵含碳量關系:
白口寬度太小時,則說明鐵液碳當量高,可在爐前加適量錳鐵等;白口寬度太大時,說明碳當量低,可在爐前增加硅鐵。硅鐵(含硅75%)沒增多0.1%,白口寬度減少1mm。
爐前及時制取三角試塊不可草率,不可從鐵液表面取樣,在爐前進行孕育處理或球化及孕育處理的前后,需要立即制取三角試塊做爐前檢驗,以判斷處理是否成功,或原鐵液是否已符合要求。處理后的鐵液表面往往有氧化渣,需在扒渣后取樣。其次,由于孕育劑的密度往往比鐵液輕。孕育處理剛結束時,在靠近鐵液表面的一層鐵液中往往有較多的尚未溶解完的孕育劑碎末。因此,不應該直接取這一層鐵液做樣品,否則就會失支對這一包鐵液的代表性。
通常操作方法是:用烘烤過的小樣勺,使舀樣勺側立著從鐵液的無渣表面下入鐵液中,并從100-200mm的深處舀取鐵液,立即澆1-2片三角試塊。除此以外,還應在該包鐵液澆最后一個鑄件時,接取包中少量鐵液,再澆1-2片三角試塊。
三角試塊凝固后不可過早地浸入水中,等待三角試塊的凝固冷卻是很消耗時間的。經處理后的鐵液決不可能等候三角試塊自然冷卻至可觀察斷面的溫度;因為等待那么長的時間,這一包鐵液已經報廢了。因此通常都需要用水激冷,以爭取時間。但是必須注意,用水激冷不可改變鑄鐵的金屬基體、不可影響到鑄態組織觀察。因此,要按下述規程進行操作:當三角試塊凝固后降溫至橙紅色(800~900℃)時,用夾鉗取出并清除其表面上的粘砂。這樣做的目的是節省時間,使三角試塊快些冷卻。待三角試塊冷至暗紅色(即紅黑色,約600℃時,浸入水中激冷,目的也是節省時間。要水中可晃動一下,但停留時間不能過長。要取出來觀察試塊表面冒蒸汽的激烈程度,以判斷試塊被激冷到什么溫度,若試塊急烈的冒氣,則淬一下水。當試塊綬慢冒氣時,說明已冷至40-60℃,不可再淬水。當三角試塊整個表面無水漬時,便可砸斷觀察斷口。
需注意的是,不可在三角試塊剛凝固完時就取出淬水,也不可在試塊尚未冷至紅黑色時就浸入水中,否則就會出現馬氏體,貝氏體或屈氏體類型的針狀基體組織:其主要原因是:在固態下相變A1溫度以上水冷,使共析轉變來不及發生,而在更大得多的過冷度下發生以鐵素體為領先相的共析轉變(針狀屈氏體)。有擴散的共晶轉變(羽毛狀的上貝氏體和作葉狀的下貝氏體)或發生無擴散共晶轉變(針狀馬氏體)。這些類似粗針狀的基體組織,其宏觀斷面也發白色,從而使鑄態宏觀組織失真,造成誤判,即誤認為是全白口。為了節省時間,應在試塊凝固后把它從砂型中取出,在空氣中降溫。只要試塊已凝固,哪怕從型中取出的溫度超過900℃,也不會影響鑄態組織:因為鑄態組織是凝固過程中形成的。只要基體組織不出現上述針狀組織,就不可能模糊或改變灰口,麻口與白口之間的界限。但是,過高溫度或過早將試塊從砂型中取出,有可能試塊的厚部尚未完全凝固,這樣有可能在本來不該有白的地方出現了白口,因此最好還是在三角試塊的明露表面呈橙紅色時把它取出。
三角試塊不可在潮濕的地面砸斷,按上述操作方法獲得的三角試塊,應在干燥的場地上,三角試塊支座,一般都是自己鑄造的、形狀有點像軸承支座的沉重的鐵塊,有一個較大的底平面可以穩座在地面上,在距離底平面不太高的地方、在側面上有一個與三角試塊斷面形狀一樣的凹槽或孔,不加工可插入三角試塊。三角試塊支座須放在干燥的場地上,以免砸下的三角試塊被弄濕而氧化生銹或弄臟,以致看不清鑄態的宏觀組織。為了清楚地判斷,也為了三角試塊斷口能保存較長的時間供分析之用,一般不應用手觸摸斷面,當然,三角試塊本身在砸斷前不可帶有水漬,更不可放在潮濕地面上用錘砸斷。
用三角試塊檢驗孕育鑄鐵是否達到牌號要求時,不可只取孕育后的鐵液,亦不可只取孕育前的鐵液做檢驗,生產孕育鑄鐵時,孕育處理成功、孕育效果良好的重要標志是:孕育前后鐵液的過冷傾向有較大變化,而且孕育前鐵液的過冷傾向越大則孕育后所能達到的牌號越高。用三角試塊在爐前檢驗孕育鑄鐵時,需對比孕育前后鐵液的過冷傾向,即白口寬度的變化,觀察孕育前鐵液是否符合牌號要求、孕育后鐵液過冷傾向是否符合鑄件壁厚大小要求。由于時間緊迫,鐵液不能等候連續制備兩塊三角試塊的時間,所以需準備兩把夾鉗,分別同專人做孕育前后的三角試塊、提供所需的干凈,清晰的斷口,以免延誤檢驗時間。
孕育鑄鐵的牌號越高、抗拉強度的要求越高,則共晶度Sc應越低或鐵液的過熱度越高,反映在爐前檢驗上就是原鐵液三角試塊的白口寬度越大,然而孕育后的白口寬度不應過大,否則就是孕育不良、必須采取補加瞬時孕育的措施,按正常要求,除了察看白口寬度外,還應注意試塊是否不易被砸斷,觀察斷面碴口的粗細程度、中心縮松情況、氣孔情況、特別是邊沿上有無皮下氣孔等,一般碴口越細且高低不平越好,中心縮松范圍小且僅僅是顯露出樹枝晶的跡象,沒有組織不致密的細小空洞或細小裂隙,沒有色澤變化,沒有光滑的氣孔及皮下氣孔。
2、圓柱試樣
圓柱試樣的鐵型如下圖所示,也有廠家用覆膜砂來做。內壁刷石墨涂料,預熱至200℃左右。澆入鐵液后凝固,敲出試樣并冷至暗紅色,浸水激冷,然后打斷試樣。
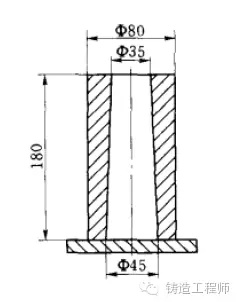
根據試樣上端的膨脹和收縮情況、斷口的顏色、白口層的深度,可以判斷鐵液的碳硅含量和牌號。圓柱試樣宜用于低牌號鐵液。

低牌號鐵液含碳硅量高,共晶石墨化膨脹量大,故試樣凸頂;隨著碳硅量減少,膨脹與收縮相近,試樣頂部變平或稍凹陷;碳硅量很低時,以收縮為主,故試樣陷頂。
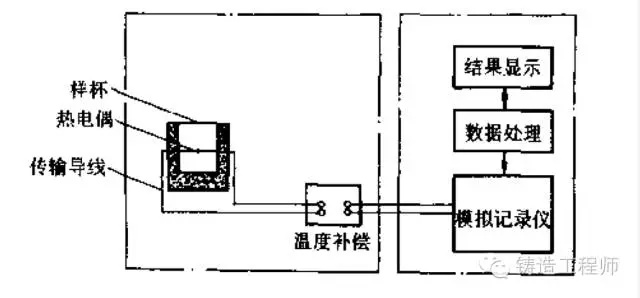
3、熱分析儀
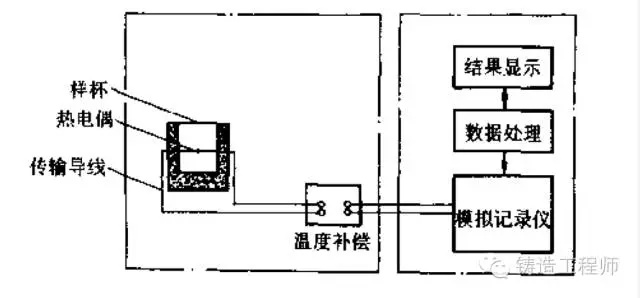
國內外許多工廠在爐前使用熱分析儀控制灰鑄鐵的質量。熱分析儀是將鐵液澆入裝有熱電偶的樣杯里,在其冷卻過程中,由熱電偶測溫,用二次儀表繪出反映溫度-時間關系的冷卻曲線:
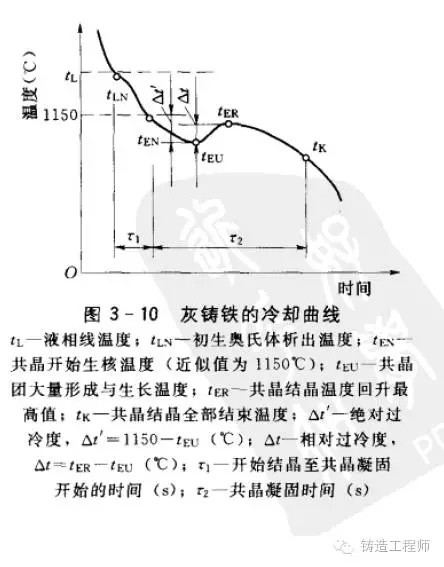
在保持樣杯冷卻速度一定的條件下,冷卻曲線的形狀與灰鑄鐵的臨界溫度、化學成分、組織有密切關系。根據共晶過冷度,可以判斷灰鑄鐵的化學成分(CE,C,Si量)、孕育效果、共晶團數量和石墨分布形狀等。
近年來在研制多功能熱分析儀的同時,國內研制出多功能鑄鐵性能速測儀,用標準鑄態試棒與被測試棒對比法,在爐前快速打印出C、Si、共晶團數、強度和HBS值。
4、直讀光譜儀
直讀光譜儀,英文名為OES(Optical Emission Spectrometer),即原子發射光譜儀。
六十年代光電直讀光譜儀,隨著計算機技術的發展開始迅速發展,由于計算機技術的發展,電子技術的發展,電子計算機的小型化及微處理機的出現和普及,成本降低等原因、于上世紀的七十年代光譜儀器幾乎100%地采用計算機控制,這不僅提高了分析精度和速度,而且對分析結果的數據處理和分析過程實現自動化控制。
隨著20世紀80年代計算機技術和軟件技術的發展,直讀光譜儀發展迅速。
管他叫直讀的原因是相對于攝譜儀和早期的發射光譜儀而言,由于在70年代以前還沒有計算機采用,所有的光電轉換出來的電流信號都用數碼管讀數,然后在對數轉換紙上繪出曲線并求出含量值,計算機技術在光譜儀應用后,所有的數據處理全部由計算機完成,可以直接換算出含量,所以比較形象的管它叫直接可以讀出結果,簡稱就叫直讀了,在國外沒有這個概念。
應用直讀光譜儀可以快速準確的檢測鐵水成分。以OBFL光譜為例,可以同時快速測定固體樣品中的C、Si、Mn、P、S、Cr、Ni、Mo、V、Ti、Cu、Al、W、Co、Nb、Zr、Mg、La、Ce、B、Pb、Sn、As、Sb、Bi、N等各種金屬、非金屬及氣體元素,用戶可以按照實際需要任意選擇元素配置,儀器的價格將隨用戶選擇分析通道數量的多少而變化。
分析原理:高能預燃火花光源激發樣品,產生各個分析元素的特征發射光譜,利用光電倍增管進行光譜線的光電轉換接收,隨后進行光電流的檢測及測量,利用計算機進行數據換算,與標準樣品的測量數據進行對比,得出相應的分析含量。

分析樣品尺寸 :標準為直徑大于12毫米的任何一個加工平面即可,可以選購分析直徑大于7毫米的小樣品分析激發臺板,也可以選購分析直徑為3毫米到10毫米的絲狀樣品夾具進行絲狀樣品分析。
一般光譜儀需要安裝在有空調的恒溫專用試驗室內,且需要配置不間斷電源,使用前一般需預熱。最好有專人使用、維護保養。
各種檢測控制手段的特點、速度、能力、費用都各不相同,除此之外還有碳硫分析儀等儀器設備,各廠可以根據自己的資金、人員、需要靈活配置,滿足產品控制要求。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號