
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
厚大斷面鑄件小冒口鑄造工藝 有設計原則
發布時間:
2015-11-05 00:00
來源:
《金屬加工(熱加工)》
我廠生產的數控軋輥磨床大拖板上的電機滑板(材質HT250),楔橫軋機支架(材質QT500-5) 其壁厚在150~350mm,屬于厚大斷面鑄件,鑄造難度大,按常規工藝則難于補縮,我們采用了小冒口鑄造工藝,解決了該生產難題,提高了工藝合格率,又減少了加工切除冒口工序,降低了生產成本,縮短了生產周期。
1.小冒口鑄造工藝原則
灰鑄鐵件在冷卻和凝固過程中既有液態冷卻收縮、凝固收縮,又有石墨析出產生的膨脹。.宏觀上鑄件成形過程中所表現出來的體積變化就是膨脹、收縮疊加相抵的凈結果,厚大斷面鑄件的小冒口鑄造工藝必須遵循的一個重要原則是充分利用鑄件本體的石墨化膨脹。要建立起這一原則,必須從澆注系統設計、合金成分析及澆注溫度控制等多方面進行嚴格控制。任何一個環節失控都不能得到合格鑄件。對于厚大斷面灰鑄鐵件而言,則是按照均衡凝固理論,充分利用灰鑄鐵在凝固前的石墨化膨脹達到不用大冒口補縮的效果。
2. 澆注系統設計
小冒口鑄造工藝的澆注系統設計要求做到使金屬液體平穩地注入型腔。澆注系統各單元設計時,要求具有較好的擋渣作用,也就是說要盡可能縮短澆注時間,防止鐵液的二次氧化,并防止鑄件在石墨化膨脹到來之前可能產生的鐵液回流現象,靠鑄件自身的石墨化膨脹獲得致密的鑄件。
灰鑄鐵件澆注系統各單元截面積的比例按封閉式設計,采用全封閉澆注系統,不僅擋渣效果好,而且能有效地防止氣體卷入,使澆道各部分在澆注過程中始終處于充滿狀態。其比例一般為:F直:F橫:F內=1.5:1.25:1,內澆道以扁平梯形截面為佳。同時為了提高橫澆道的撇渣作用,一般橫澆道與內澆道二者高度之比≥3為宜。
在實際生產中常用簡便的方法來確定ΣF內的大小:
ΣF內=K√G1+G2
式中 K——經驗系數,通常取K=0.85;
G1——鑄件重量(kg);
G2——澆注冒口重量(kg)。
內澆道形狀的設計以扁平為宜。扁平式內澆道對于早凝固有利。.因為內澆道在鑄件本體石墨化膨脹到來之前必須先凝固,否則鐵液會產生回流現象。
3. 冒口設計
厚大斷面鑄件不用傳統的大冒口補縮,而采用小冒口,一般用扁冒口出氣,且呈分散式分布。在澆注過程中,這種小冒口起到型腔順利排氣作用,并減少鐵液的流動阻力。在鑄件石墨化膨脹到來之前,小冒口已經凝固。小冒口的總面積應大于內澆道總面積。
4. 集渣包的設計
對于球墨鑄鐵件,為了加強橫澆道的擋渣作用,需要設置集渣包,一般在橫澆道的拐彎處(見圖1)。集渣包的形狀設計為圓臺形狀,其高度比橫澆道的高度大一倍,并盡量使鐵液經橫澆道切向流入集渣包內,使鐵液產生旋流,有利于浮渣,從而獲得干凈的鐵液流入型腔。
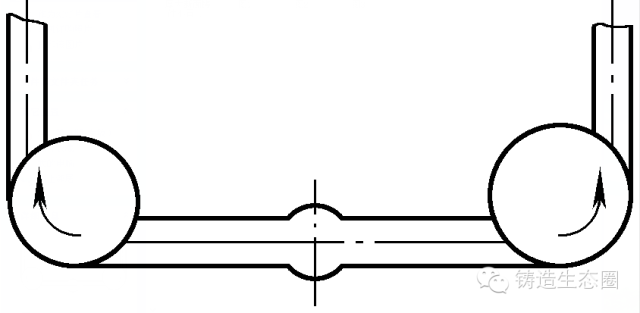
圖1 集渣包設置
5. 激冷措施
對于壁厚相差很大的鑄件,局部也可以放置冷鐵激冷進行均衡凝固控制,冷鐵厚度可以根據經驗公式δ冷鐵=(0.3~0.35)δ,有利于鑄件凝固時減少熱節。以電機滑板為例,由于灰鑄鐵的石墨化膨脹遠不如球墨鑄鐵,所以在該件下方全部鋪設外冷鐵激冷。
6. 化學成分控制
為了實現厚大件小冒口鑄造工藝,不僅需要有合理的造型工藝,而且還需要有合理的成分設計來保證,對鐵液的成分必須控制,球墨鑄鐵成分控制碳當量在4.1%以下。具體成分為:wMn<0.5%、wP<0.08%、wS<0.009%、wMg殘=0.04%~0.045%、wRE殘=0.04%~0.045%。
對于特厚的球墨鑄鐵件應加入長效孕育劑,有特殊要求的鑄件也可加入某些合金元素,以改善其基體組織。
7. 溫度控制
要求高溫出鐵,低溫澆注,鐵液出爐溫度應在1420℃以上,這是保證良好球化處理和孕育處理的先決條件。處理好的鐵液應降溫后方可澆注,澆注溫度一般控制在1310~1330℃。必須指出的是,澆注溫度過高,縮松傾向就越大。
此外,砂型的緊實度,砂箱剛度與小冒口鑄造工藝有著較大的關系。上述工藝要求砂箱要有足夠的吃砂量,砂型緊實度大于95硬度單位,樹脂砂造型為最佳。用螺栓鎖箱,避免用壓鐵,其目的是在鑄件本體石墨化膨脹時,外部要有足夠的約束力。
8. 實例
實例1:某型號電機滑板鑄造工藝如圖2所示。鑄件外型尺寸為1100mm×800mm×150mm,鑄件主要壁厚150mm,材質為HT250。工藝設計時澆注系統從一端進鐵液,在底部均勻放置外冷鐵,冒口用50mm×20mm的扁出氣冒口6個。鑄件重量950kg ,澆冒口重量80kg,ΣF內=27㎝2 ,ΣF橫=45㎝2,ΣF直=38㎝2 。
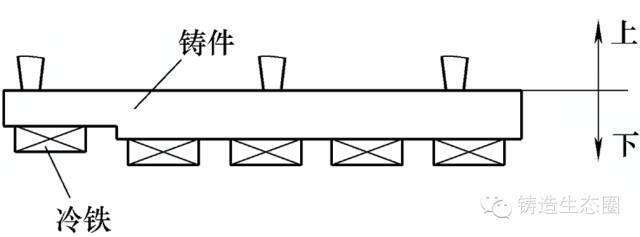
圖2 電機滑板工藝
實例2:楔橫軋機右支架鑄造工藝如圖3所示。鑄件外形尺寸2000mm×1000mm×350 mm,鑄件主要壁厚275~350mm,材質QT500-5,鑄件重量2850㎏ ,澆冒口重量290㎏ ,澆注系統各組元面積為ΣF內=57.6㎝2 ,ΣF橫=116㎝ 2, ΣF直=77㎝2。冒口用50mm×20mm的扁出氣冒口14個。
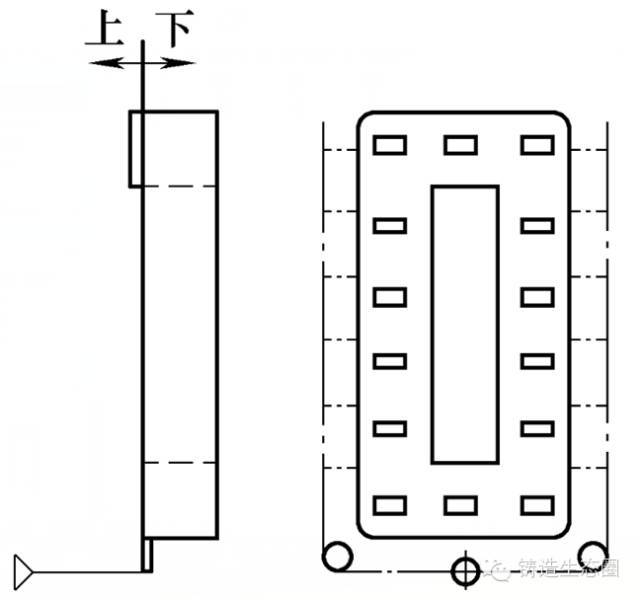
圖3 楔橫軋機右支架鑄造工藝
結語
(1)厚大端面灰鑄鐵和厚大端面球墨鑄鐵件小冒口鑄造工藝是可行的。
(2)要實現小冒口鑄造工藝需要有合理的澆注系統和合金成分設計。
(3)應采取措施保證鑄件在型腔內達到完全的石墨化膨脹,利用本身的石墨化膨脹達到鑄件致密,這是實現厚大斷面鑄件小冒口鑄造的關鍵。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號