
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
球墨鑄鐵無冒口鑄造 有條件實現
發布時間:
2015-11-09 00:00
來源:
《金屬加工(熱加工)》
620系列V8、V12、V16柴油機是河南柴油機重工有限公司引進德國MWM公司的大功率柴油機,材質為QT500—7,呋喃樹脂砂造型、制芯,澆注重量1400~2800kg,在實現無冒口鑄造之前的工藝如圖1所示。雖然自生產以來工藝不斷改進,但以V12為例,澆注重量1850kg,外型冷鐵需42塊,陶瓷過濾片14片,冒口14個,在側面φ60mm孔和V型面端頭φ36mm孔等處仍有縮松等鑄造缺陷。
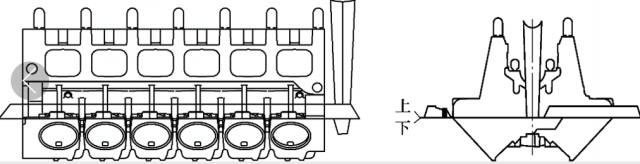
圖 1
從620機體的結構來看:要實現無冒口鑄造最好金屬液從油底殼處引入,620機體總高729mm(從油底殼至缸口最高處),落差不大,可以實現金屬液從油底殼處引入(即頂注)。頂注工藝有利于金屬液自下而上的凝固,有利于鑄件的補縮,同時也有利于消除鑄件的冷隔。因此考慮將澆注系統移至油底殼處,并在橫澆道與內澆道搭接處加大,以取代原發熱保溫冒口,利用自下而上的凝固順序,去除所有外型冷鐵和發熱保溫冒口,以減少澆注量,去除10片陶瓷過濾片,僅在橫澆道搭接處保留4片,以過濾金屬液,同時適當調整化學成分:wC=3.7%~3.7%、wSi=1.9%~2.4%、wMn=0.2%~0.4%,澆注溫度1350~1370℃,澆注時間控制在(45±5)s。通過在三個機型的調試生產和試加工證明,用無冒口鑄造工藝(見圖2)生產的機體毛坯基本無鑄造缺陷。

圖2
采用無冒口鑄造工藝實踐,可得出以下結論:
(1)內澆道設計要注意,建議最薄處長10~12 mm,厚8~10 mm。
(2)砂型強度一定要高,含碳量也盡可能取上限,充分利用金屬液凝固時石墨化膨脹形成的自補縮能力,實現無冒口鑄造。
(3)無論是機體類鑄件還是其他球墨鑄鐵鑄件,若工藝設計合理,均有條件實現無冒口鑄造,以充分降低生產成本。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號