
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
消失模鑄造缺陷的產生原理和解決方法(二)
發布時間:
2015-11-14 00:00
來源:
李天培
6 進砂缺陷的原理和解決方法。
鑄件進砂,在機加工后,呈白色砂粒形狀。

A. 局部塌箱進砂。
解決方法:見局部塌箱
B. 從澆口杯與直澆道連接處進砂
(1)澆注時澆口杯飄起,散砂被吸入型腔內。
解決方法:使用陶瓷澆口杯。
(2) 澆口杯與直澆道連接處泥條封閉不嚴,散砂被吸入型腔。
解決方法:封嚴澆口杯與直澆道連接處。
C. 陶瓷澆口杯開裂進砂。
解決方法:鐵絲捆扎陶瓷澆口杯后使用。

D. 塑料泡沫澆口杯涂料層沖破開裂,散砂隨鐵液進入型腔。
解決方法:(1)增加涂層厚度(2)澆注鐵液對準澆口杯中心(3)使用陶瓷澆口杯。
E. 鐵液沒有對準澆口杯澆注,散砂隨鐵液濺到澆口杯內。
解決方法:提高澆注操作者技能。
F. 造型時澆口杯內已進砂,沒清理。
解決方法:造型后及時清理澆口杯內砂子。
因為黃模內的負壓小于外部負壓,所以:進砂是在澆注系統產生,與黃模上的小露白無關。
7 塌箱缺陷產生原因和解決方法
消失模鑄造塌箱缺陷有兩種:整體塌箱和局部塌箱。
7.1整體塌箱
為什么會塌箱?因為箱內負壓達不到緊實鑄型的要求,塑料泡沫被鐵液熔化后的涂料殼在幾乎無負壓狀態下,散砂擠壓涂料殼形成塌箱。(個人觀點)

是什么原因造成的負壓達不到緊實鑄型的要求?
A.在澆注過程中,澆口杯處塑料薄膜被鐵液燙破,箱內負壓失壓
B.在埋箱造型時,塑料薄膜上部干砂厚度層不夠,澆注時鐵液澆在澆口杯外面,塑料薄膜被燙破, 箱內負壓失壓。澆口杯(盆),使黃模內失去負壓。
解決方法(1)澆口杯處保護塑料薄膜不被燙破。(2)塑料薄膜上部增加砂層厚度。(3)澆注系統要有阻流設計,阻流可在直澆道設計或使用陶瓷澆口盆阻流。例如:300—500kg鑄件使用截面積為12。6c㎡澆口盆或直澆道。即能滿足澆注速度,又能使鐵液始終充滿澆口盆。
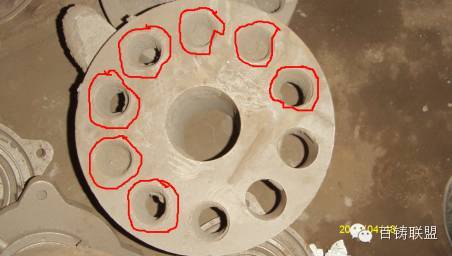
7.2局部塌箱

局部塌箱是由于干砂填充不實,在黃模陰角處有懸空(干砂沒有填充到位)在澆注時,涂料層被鐵液沖破,并伴有進砂。進涂料及長包缺陷。

解決方法:(1)。輔助手工塞砂(2)選擇合理的振實參數。(3)使用樹脂砂預填。(如圖)


(4)如果是由于造型時砂箱共振引起,應解決設備問題。
局部塌箱和露白粘砂的區別:局部塌箱有涂料和散砂進入鑄件上部,露白粘砂只要鐵包砂并沒有涂料和散砂進入鑄件上部。
塌箱由負壓減小造成。局部塌箱由散砂填充不實造成。
塌箱與燙模的區別:塌箱是鐵液把塑料泡沫熔化后產生;而燙模是由涂料層外部熱量把塑料泡沫熔化產生。
8 粘砂的原因和解決方法
在鑄件上附有鐵和砂混合物或砂子粘到鑄件上清理不掉叫粘砂。粘砂缺陷在消失模企業常見,由此產生的廢品及人工費用高, 原因有如下四種。
(1)鐵液流出粘砂:黃模有露白。裂縫,澆注時,鐵液在負壓的作用下被抽出,遇散砂冷卻,形成粘砂。粘砂部位難以清理打磨。甚至造成廢品。
解決方法:嚴格補涂工藝,杜絕黃模露白裂縫。

(2)透過涂料層鐵液被抽出粘砂:黃模完好無損,在負壓的作用下,鐵液透過涂料層的毛細孔被抽出, 遇散砂冷卻,形成粘砂。造成此缺陷位置一般在深孔和凹槽處居多, 粘砂部位難以清理打磨。甚至造成廢品。


解決方法:(1)合理控制負壓。(2)易粘砂部位涂層加厚;(3)使用三門峽陽光醇基涂料補涂。

(3)涂層耐火材料被燒結:澆注溫度高或者涂料耐火度不夠
解決方法:A.更換耐火高的耐火材料。B.涂層加厚。C.用三門峽陽光醇基涂料補涂。
(4)白模簇埋箱振實填充不實局部塌箱并伴有鐵包砂。
解決方法:(見局部塌箱)
9 白模壓痕、鼠咬痕缺陷的原理和解決方法
壓痕又叫白模硬傷,鑄件出現壓痕缺陷,加工尺寸達不到要求,造成鑄造廢品。產生壓痕的原因如下:
A.尖銳物壓痕:涂料烘干架設計不合理或烘干架上干涂料沒有清理干凈,白模放置時被涂料或烘干架尖銳物所傷,造成壓痕。
解決方法(1) 涂料烘干架與白模形狀放置匹配 ;(2)清理干凈烘干架。
B.重力壓痕:由于防變形木條與白模接觸面小,白模經涂掛后,重量增加,白模與木條接觸面被壓,形成壓痕。

解決方法:增加木條與白模接觸面面積,黃模輕拿輕放。在補涂工序一經發現即修補壓痕。
C.浮力產生壓痕:白模在浸涂時,由于白模浮力的作用,在按壓時把白模壓到塑性變形狀態。

解決方法:(1)按壓時加大白模的接觸面積。(2)補涂時修復壓痕。
小型鑄造企業不缺貓鼠動物,白模會遭貓鼠啃咬,在涂掛前基本已檢查剔除。但沒有貓鼠的企業,為什么會出現鼠咬痕?
鼠咬痕發生在浸涂過程中,人為的把白模壓成如圖所示:

斷裂處似斷似連。一旦浸涂,后道工序發現不了,待拋丸后,鑄件就會出現鼠咬痕缺陷。
解決方法:在浸涂過程中,一旦手上有白模壓裂感覺,白模不再往下道工序轉移。
10 結 束 語
消失模鑄造就是解決點點滴滴的小問題,只要管理到位。缺陷就會消除,企業效益就會提高。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號