
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
熔模鑄件脆斷缺陷控制 酸性爐鋁脫氧更需謹防
發布時間:
2015-11-17 00:00
來源:
脆性斷裂是熔模鑄件常見缺陷之一。尤其是選用感應電爐(中頻感應爐、工頻感應爐)酸性爐襯進行熔煉,使用鋁進行脫氧時,澆注的鑄鋼件更容易發生脆性斷裂。
一、概述
發生脆性斷裂時的熔模鑄件如圖1所示。脆性斷裂鑄件的宏觀斷口晶粒粗大,呈冰糖狀,如圖2所示。脆性斷裂鑄件的微觀斷口組織如圖3所示。

圖1 脆性斷裂的熔模鑄件

圖2 脆性斷裂的宏觀斷口

圖3 脆性斷裂的微觀斷口組織
二、產生原因
(1)鑄件中殘留鋁量過高 熔煉工藝不妥或操作不當,使鑄件中殘留鋁過高,在晶界上形成鋁的化合物,如氮化鋁引起鑄件脆性斷裂。
(2)鑄件中硼的殘留量高 在鑄件的晶界上有碳硼化合物[M23(C?B)6]沿著奧氏體晶界析出。碳硼化合物引起鑄件的脆斷。①熔煉時爐襯材料中的硼酸在高溫下分解,進入金屬液中。②爐料中的含硼量高。
(3)清理鑄件方法或使用不當 鑄件在殘留應力和外力的疊加作用下,超過此時該鑄件的強度極限,發生脆斷。
三、防止措施
(1)嚴格控制鑄件中的殘留鋁量。①采用Si-Ca和Al聯合脫氧法,代替單一的鋁脫氧。②控制鋁的加入量,包括鎮靜用鋁和終脫氧用鋁控制在金屬液的0.8%~1.2%(鋁的加入量與爐料情況關系甚大,當爐料銹嚴重時,加入量取上限,反之取下限);鑄件的殘留鋁含量以0.03%~0.07%為宜。
(2)控制金屬液中的含硼量,使鑄件中的含硼量<0.005%。①改進筑爐工藝,補爐時嚴格控制硼酸的加入量。②嚴格控制爐料中的含硼量。
(3)改進清理鑄件或使用鑄件的方式,避免外力突然沖擊。
四、實例
1.問題的提出
近一時期,用戶反映鑄件在使用過程中出現多次脆斷現象。
通過分析脆性斷裂鑄件的化學成分,鑄件中殘留鋁太多是造成鑄件脆斷的主要原因。
眾所周知,鋁被廣泛地用作鎮靜劑和終脫氧劑。金屬液中鋁加入量太少,脫氧不足,使鑄件產生氣孔;加入量過多,鑄件中殘留鋁過多,鑄件力學性能下降,尤其會產生脆斷。那么,熔模鑄鋼件中殘留鋁含量的最佳值是多少?
有資料認為:鑄件中殘留鋁的較佳含量應在0.014%~0.03%;有的認為鋁的殘留量為0.03%~0.05%。為此,筆者做了如下試驗。
2.鑄件中鋁的較佳殘留量
(1)制備試樣 在500kg無芯工頻感應爐中(酸性爐襯)進行熔煉,精煉期加入鎮靜用鋁200g,當金屬液升溫至1580~1600℃(光學高溫計,未校正)時,用鋁進行終脫氧(加入量為500g),停電靜置2min,扒渣、出鋼。在澆包中預先放入不同重量的補充脫氧用鋁,從而制取不同殘留鋁含量的5種單根成形試樣。
(2)化學成分 5種單根成形試樣的化學成分見表1。

(3)力學性能 單根成形試棒經857~863℃×20min正火處理,拉伸試樣不經任何加工,沖擊試樣經過磨加工,其力學性能與殘留鋁的關系如圖4所示。
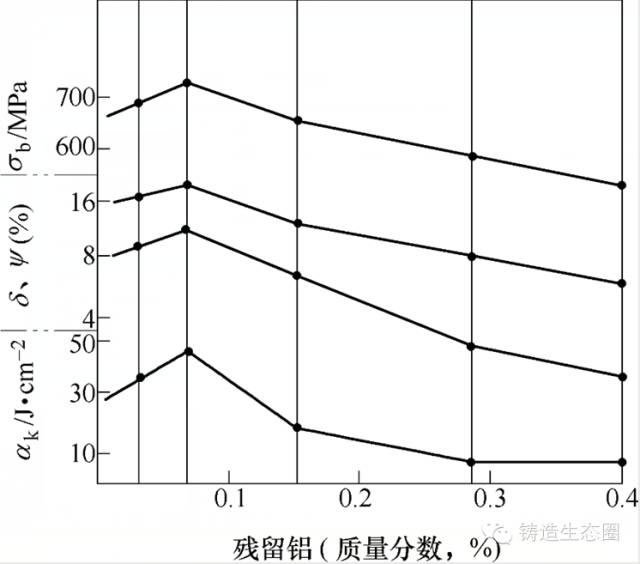
圖4 殘留鋁與力學性能的關系
(4)試驗分析 由圖4可以看出:當殘留鋁在0.033%~0.067%時,隨著殘留鋁的增加,力學性能提高;當殘留鋁>0.067%時,力學性能下降,尤其是aK值顯著下降。這是因為過多的殘留鋁二次氧化導致金屬液被夾雜物沾污,加之氮化鋁在晶界析出,使其力學性能下降。試驗結果表明, RZG310—570(或RZG40Gr)熔模鑄件中殘留鋁為0.03%~0.07%為宜。
3.生產中如何控制鑄件的殘留鋁
(1)影響鑄件中殘留鋁的因素 為了排除其他影響因素,利用同一爐金屬液,在不同時期取樣,其過程和結果如表2、圖5。共試驗5爐,結果相近,故以其中一爐為例。

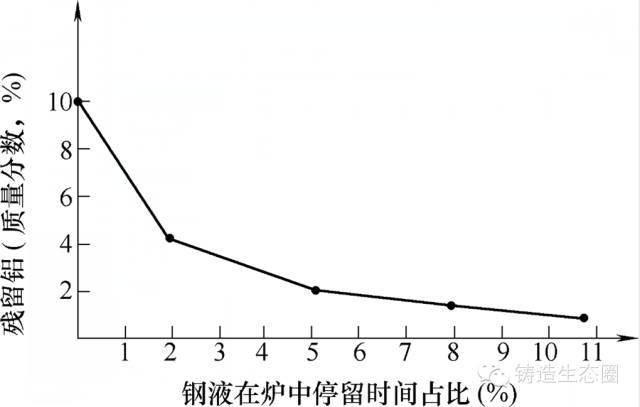
圖5 金屬液在爐中停留時間與殘留鋁的關系
(2)試驗分析 ① 從01#、02#試樣可以看出,在爐料熔化過程中,爐料中的殘留鋁很快被氧化燒損(燒損率97.8%),這是由于鋁和氧的親合力很強的原因,因此在熔煉時,不考慮爐料中的殘留鋁。② 從03#試樣可看出,加入的鎮靜用鋁也幾乎被燒損(燒損率85.7%),因此在正常使用范圍內,也可不予考慮。③ 從06#、08#、09#、11#、13#試樣可知,在澆包中加入鋁,燒損率很低,為3.4%~6.7%,這種補充脫氧的方法是確保鑄件中最佳殘留鋁的關鍵,因此生產中對補充脫氧用鋁量應嚴加控制。④ 從圖5可知,加入終脫氧用鋁,靜置2min金屬液中鋁的燒損率較高,為50%~60%,此時金屬液溫度高,鋁的加入量較多,金屬液有明顯“沸騰”現象,與空氣接觸幾率多,燒損較高。隨著金屬液在爐中停留時間的延長,金屬液溫度降低,并與空氣接觸面大大減少,燒損率顯著下降,因此,在熔煉工藝中應嚴格規定終脫氧后的出鋼時間,對于熔煉鑄鋼使用的感應電爐,一般不超過2min為宜。⑤ 金屬液在澆注過程中,由于殘留鋁的二次氧化,其燒損率在50%左右,為此要盡量提高澆注速度。以往的熔煉工藝只重視脫氧用鋁在爐內的燒損而忽略了在澆注過程中殘留鋁二次氧化的燒損,至使殘留鋁太少,脫氧不足,而使鑄件因氣孔而報廢。
結語
(1)熔模鑄件中殘留鋁量過高是熔模鑄件產生脆性斷裂的首要原因,其次是鑄件中硼的殘留量高,再次是清理鑄件方法或使用不當。
(2)鑄件中的殘留鋁量以0.03%~0.07%為宜,生產中應采用兩次加入,即第一次爐內終脫氧加入量為0.10%~0.12%,第二次在澆包中加入補充脫氧用鋁0.02%~0.05%,是確保鑄件適量殘留鋁的關鍵,因此應嚴格控制。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號