
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
提高球墨鑄件沖擊性能難嗎?熱處理舉足輕重
發布時間:
2015-11-19 00:00
來源:
《金屬加工(熱加工)》
隨著科技的發展,客戶對各種機械設備使用壽命長,效率高,環保,以及運行成本低等要求越來越高,因此在設計制作中希望材料具備容易采購,容易成形,成本低,以及強度高等性能。為使金屬零件具有所需要的力學性能、物理性能和化學性能,除合理選用材料和各種成形工藝外,熱處理工藝往往是必不可少的。鋼鐵是機械工業中應用最廣的材料,鋼鐵顯微組織復雜,并可以通過熱處理予以控制,以此鋼鐵的都可以通過熱處理工藝來改變其力學、物理和化學性能,以獲得不同的使用性能而被廣泛地應用。
金屬熱處理是機械制造中的重要過程之一,與其他加工工藝相比,熱處理一般不改變工件的形狀和整體的化學成分,而是通過改變工件內部的顯微組織,或改變工件表面的化學成分,賦予或改善工件的使用性能。其特點是改善工件的內在質量,而這一般不是肉眼所能看到的,因此,其是機械制造中的特殊工藝過程,也是質量管理的重要環節。
一、球墨鑄鐵的熱處理特點
鑄造是一門古老的金屬成形工藝,是鐵液注入不同的型腔經過冷卻后形成各式各樣的鑄件形狀。鑄件熱處理是金屬熱處理的一種,應用廣泛的一般有退火、正火、淬火、回火。
由于鑄件基本成分與鋼既存在相似處,普通碳素鋼的各種熱處理方法基本上都可以應用于球墨鑄鐵。但由于鑄鐵中有石墨存在,且化學成分中的碳、硅含量較高,其他微量元素也存在大的區別,所以鑄件熱處理有固有的特點。
球墨鑄鐵熱處理時應注意以下幾點:
(1)熱處理只能改變金屬基體組織,而不能改變石墨的形狀和分布。
(2)由于球墨鑄鐵是以鐵、碳、硅為主的多元合金,共析轉變是在一個溫度范圍內進行的。在共析溫度范圍內,鐵素體、奧氏體和石墨三相共存,并且在此區間的不同溫度,鐵素體和奧氏體的相對量不同。因此,通過改變加熱溫度可以得到不同的基體組織和性能。
(3)加熱使部分石墨融入奧氏體,因此能通過改變加熱溫度來控制石墨溶入奧氏體的數量,在冷卻后獲得不同含碳量的基體組織和性能。
(4)石墨的導熱性較差且融入奧氏體較困難,因此球墨鑄鐵熱處理時,加熱溫度比碳鋼高,保溫時間比碳鋼長。
下面介紹一種球墨鑄鐵的提高抗沖擊性能的熱處理工藝。
二、FCD700材質鑄件抗沖擊性能改善的熱處理
以日本材質FCD700為例,相當于我國QT700。
1.熱處理工藝
試驗鑄件實體及熱處理工藝如圖1、圖2所示。

圖1 鑄件實體
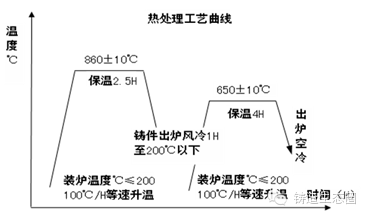
圖2 熱處理工藝
2. 熱處理分析
(1)設備選擇 由于鑄件形狀不規則,且尺寸較大,較適合箱式熱處理爐。
(2)冷卻方式 采用風冷。雖然風冷的效果比水冷差,但是可以避免水冷過程中產生裂紋的風險。
(3)冷卻效果 由于風冷效果差,所以對風向和風量有要求,同時對鑄件的堆放姿態也有特殊要求,否則會因冷卻效果不足,最后導致熱處理失敗。
3. 熱處理實施
(1)事前冷卻風扇準備,位置固定如圖3所示。
(2)鑄件的堆放如圖4所示。
(3)根據熱處理工藝曲線實施860℃熱處理。
(4)熱處理完畢出爐風冷(風冷時間1h),出爐后的不同時間狀態如圖5所示。取A、B兩點測冷卻曲線,如圖6、圖7所示。
(5)返回爐內進行650℃回火處理,完畢后出爐空冷。

圖3 冷卻風扇布置

圖4 鑄件堆放
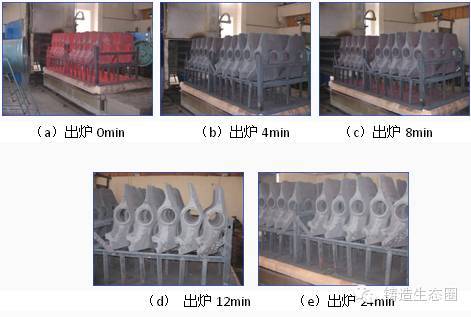
圖5
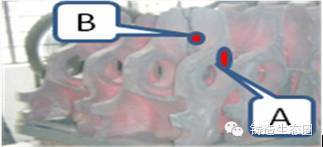
圖6
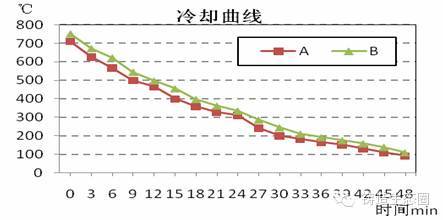
圖7 冷卻曲線
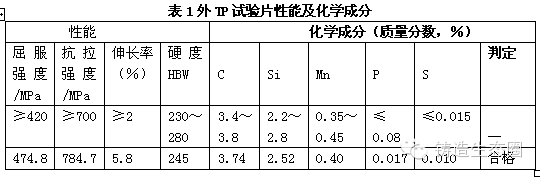
4.化學成分及外TP試驗片性能
外TP試驗片性能及化學成分見表1。
5. 沖擊試樣
圖樣制定的取樣位置及試樣制備流程圖圖8、圖9所示。

圖8
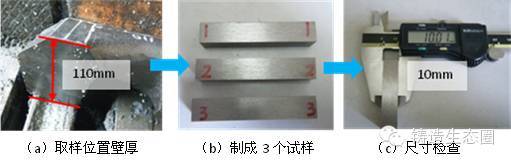
圖9
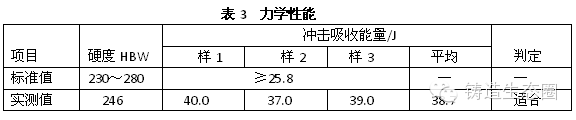
6. 檢測結果
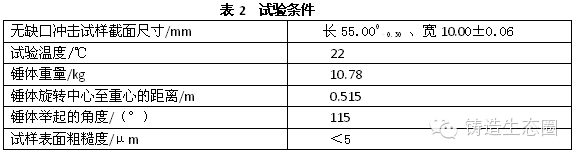
(1)力學性能 因國內沖擊角度為150°且角度不好調整,與日本沖擊試驗方法不一樣,為保證試驗結果的統一性,按表2試驗條件進行實施,結果見表3。
(2)金相組織 采用JIS測定方法確認,結果見表4,組織如圖10所示。
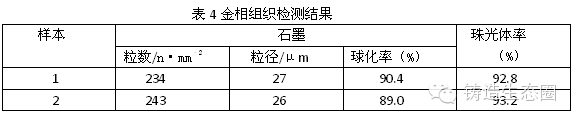
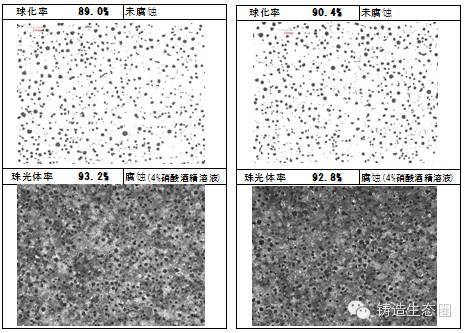
圖 10
以上鑄件的經過日方檢測,全部達到日本JIS技術要求。
對沖擊性能有要求的FCD700材質熱處理,鑄件在熱處理前及熱處理后要確認數批硬度值,熱處理后的硬度應在230~260HBW之間較適合,如硬度大于260HBW時,應進行沖擊性能試驗來判定結果。
7. 提高球墨鑄件沖擊性能熱處理的注意事項
(1)由于現在鑄件的加工余量設定的較少(3~5mm),所以鑄件的堆放姿態要防止鑄件在高溫時變形的發生。
(2)鑄件堆放時需保持適當的間距,要利于風冷空氣流動。
(3)鑄件的厚大部位要朝風機一側放置。
(4)保證風冷1h以上。
(5)冷卻風扇的角度、位置要固定。
三、結語
鑄件熱處理是機械制造中的特殊工藝過程,也是質量管理的重要環節,不但要嚴格按照熱處理工藝進行作業,而且要對設備進行嚴格的管理。對于熱處理爐的熱電偶每年要校正,根據作業頻度也要適當調整檢查頻度,更換后要按照國家標準對爐內溫度的均勻性進行測試。溫度控制儀也要每年進行年檢。設備、生產管理還要建立異常聯絡體制,以便對產品質量進行嚴格控制。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號