
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
發動機缸蓋消失模鑄造工藝的生產實踐
發布時間:
2015-12-23 00:00
來源:
1. 技術要求
缸蓋材質為HT250,化學成分為wCu = 0. 6 % ~1. 0 %,wCr = 0. 3 % ~0. 5 %,抗拉強度≥250 MPa;鑄件需經消除內應力處理,硬度為187 ~255 HBS,硬度差不大于40 HBS ( 在氣門座孔附近檢查);未注明鑄造圓角半徑為3 ~5mm,起模斜度為1°~2°,未注壁厚為5 + 1- 0. 5mm;加工后進行水壓試驗,在0. 4 MPa 壓力下2min 不得有滲漏現象。
2. 消失模鑄造原材料的應用
珠粒成分為ST MMA ( 80 %P MMA+ 20 %EPS),屬于一種高分子聚合物,在生產時,用戊烷作為添加劑,使其反應發泡。因為戊烷的揮發度為27 ℃ ( 異戊烷) ,所以該產品的保存方式為< 15 ℃或直接冷藏,并應建立完善的檢測手段,要保證預發珠粒在制模時的戊烷含量在8 % ~9. 5 %。ST MMA 原始珠粒直徑為0. 3 ~0. 5 mm,預發密度為21g/ L 。熱溶膠成分為碳氫化合物樹脂,閃點為232 ℃,密度為0. 92g/ cm3,固含量為99 %,顏色為琥珀色,在82 ℃以下有足夠的粘結強度。涂料成分為鋁硅酸鹽耐火原料、軟化水溶劑、有機物固定劑、有機物流動性控制劑和滅菌劑。涂料粘漿稀釋前最好先拌勻然后放置過夜,攪拌器需具備可變速電動機和一個有相當容量及緩沖板裝置的容器,攪拌時不要把空氣泡卷入粘漿里。另外,攪拌速度會顯著地影響涂層的粘滯性,因此,產生最好效果的理想速度確定以后,應維持使用
這一攪拌速度。
鐵合金消失模鑄造之所以選用共聚物P MMA 作為主要原材料來制造模型,主要有以下幾個方面的原因:
( 1) 泡沫模型燃燒后在鑄件內的碳殘留極少( ≈0. 05 %),通常不會對鑄件組織造成危害,鑄件的成品率較高。
( 2) 泡沫模型抗變形能力強,彈性恢復性能好( P MMA 泡沫模型抗變形彈性復原能力可達到98 % 以上,而EPS 泡沫模型抗變形彈性復原能力只能達到92 %) 。
(3) 由于共聚物P MMA 珠粒容易成形的粒徑可以更小( 最小零件壁厚大面積成形可達到4 mm,漸變截面零件最小起始壁厚可達到2mm),泡沫模型成形能力強,提高了產品模型設計的自由度。
( 4) 共聚物PMMA 珠粒對發泡劑的屏蔽作用較強,可存放更長的時間( 原始珠粒可存放6 個月以上,預發珠粒可存放3 個月以上),提高了制模的經濟性。
(5) 共聚物PMMA 泡沫模型的成形設備無需專門設計,與EPS 泡沫模型所用的成形設備一樣即可,且其熟化時間較短,尺寸穩定性好,縮短了生產周期。
( 6) 共聚物PMMA 泡沫模型具有較寬的密度范圍( 21~32g/ L),以滿足成形性和可鑄造性,人們在選擇共聚物PMMA 珠粒時就可以避開碳缺陷的影響去重點考慮其他方面的有效因素;而EPS 泡沫模型的成形密度范圍雖然較寬,但滿足可鑄造性能的密度范圍卻較窄(20 ~22g/ L) 。
( 7) 共聚物PMMA 泡沫模型的抗拉強度、抗壓強度和抗彎曲變形能力與EPS 泡沫模型接近,如表1 所示。

3. PMMA 碳殘留分析
用共聚物PMMA 泡沫模型材料進行消失模鑄造之所以碳殘留少,主要有以下幾個方面的原因:
( 1) PMMA 含有的碳原子數目較少,這可以從單體分子結構的組成中看出來,PMMA 為2 —C4H6O2- ) n 2 —C7H6 - ) n之比為5∶8 。
( 2) PMMA 含有的氧原子可以將碳原子帶走。當澆注金屬液時,氧原子可與碳原子結合生成CO 氣體逸出型外而將碳原子帶走。每個PMMA 單體分子結構中有兩個氧原子,也就意味著能帶走兩個碳原子。這樣一來,兩者熱解后的碳原子數目之比變成了3∶8 。
( 3) PMMA 的熱力學穩定性差,進而導致其遇到高溫時能夠快速熱解。而EPS 則因為含有苯環結構,所以顯得熱力學穩定性較好,進而導致其遇到高溫時熱解速度較慢,且即使苯環結構熱解了,也會伴隨著氫氣的逸出而產生大量的碳。
( 4) PMMA 和EPS 兩種材料熱解的形式不同。前者多以氣體的方式逸出型外,即使有少量的碳黑在型砂中聚集,也很容易通過砂處理的除塵系統將其去除,型砂的流動性不受影響;而后者多以粘滯液體的形態漂浮在金屬液的表面并長時間的滯留,很容易同金屬液一起被卷入到模型型腔內,進而產生碳夾雜。另外,這種粘滯液體一旦滯留在了型砂中,還會影響到型砂的流動性。
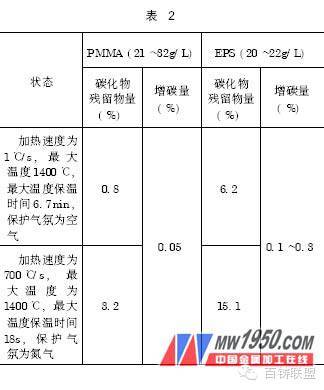
在不同狀態下兩種材料燃燒后的殘留物含量和鑄件的增碳量如表2 所示。
4. 消失模鑄造成品率統計與分析
消失模鑄造成品率統計如表3 所示。
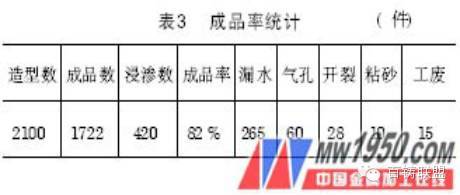
從表3 可看出,漏水是消失模鑄造生產中出現的主要廢品,如果解決了此項問題,鑄件的成品率可以達到90 % 以上。解決辦法如下:
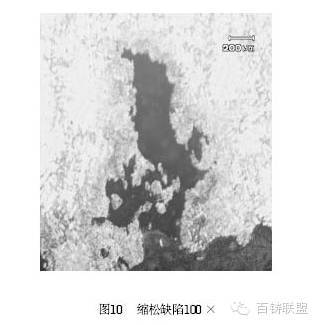
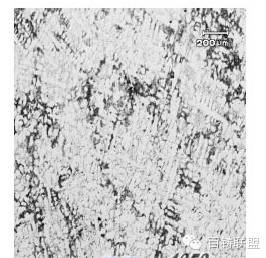
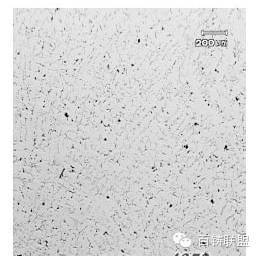
我們首先對漏水部位的取樣經過丙酮的潔凈處理后用電子能譜儀進行表面元素的化學分析,然后又對漏水部位的取樣經過固定拋光和硝酸酒精溶液的腐蝕后,用金相顯微鏡進行微觀組織的觀察,結果見圖10 ~12
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號