
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
現代化澆注設備 應有怎樣的技術
發布時間:
2015-12-30 00:00
來源:
《金屬加工(熱加工)》
隨著科學技術的飛速發展,鑄造業對澆注的要求也越來越高。自動澆注是使當今高速造型線成功實現高質量,高生產力的關鍵。應達工業在不停的思考和研發,并且制造出了現代化的自動澆注設備。以下是對現代化澆注設備的探討。
1.澆注可視化
可視化澆注系統由智能視覺相機,澆注控制柜和塞桿機構組成。此種澆注系統考慮了一系列的隨時間變化的參數,如澆注溜槽內的鐵液液位,澆注孔的條件以及鐵液從澆口磚到達型腔時間的延遲等。該數學運算模型功能強大,且有自身調節功能。因此,當澆注作業過程中向澆包進鐵口加金屬液的情況下,該系統仍能保證它的精度。
1)在離澆口2m處,按規定的角度設置一臺智能視覺相機,用它來監視和記錄澆注作業過程中澆口杯內的鐵液液位(見圖1)。該相機能夠檢測澆口杯內熾熱的鐵液和型砂分別發出的亮,暗反差很大的兩種光線,該視覺相機能夠將畫面信號作高分辨率的數字化處理,然后通過以太網將信號傳遞給PLC,經過運算建立了一個精確的澆口杯液位,并將它與預先輸入的澆口杯內鐵液液位作比較,根據與設定值的誤差大小及塞桿的當前狀態信息,PLC按復雜的曲線控制數學模型計算發出指令,使塞桿機構在伺服機構的作用下作相應的行程調整,以縮小上述的誤差值,從而達到閉環控制的目的。
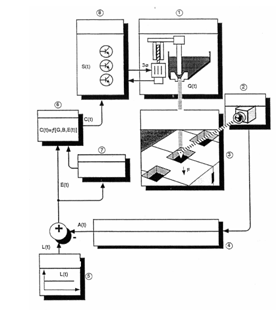
圖1 .可視化澆注框圖
2)采用人性化的澆注控制柜,控制柜上裝有觸摸屏,各項操作按鈕及操作手柄,澆注包稱重顯示等,在該柜體內裝有PLC,伺服驅動器,運動控制板等控制元件。操作者能夠將期望的澆注參數通過觸摸屏傳遞給PLC,也能夠通過觸摸屏了解實時的澆注參數,和澆注畫面,充分實現人機對話(見圖2)。

圖2 .澆注控制柜和觸摸屏人機對畫界面
3)塞桿機構安裝在澆注機"Y"軸載車上,靠近澆包,故設計的結構能承受澆注包中金屬高溫。其懸臂可轉動,方便更換塞桿及取下澆注包,也使維修塞桿更容易。塞桿機構的控制臂帶有氣缸(見圖3),可以通過氣缸讓塞桿機構進行旋轉,塞桿底部便會與澆口杯做碾磨動作,以使塞桿和澆口杯的貼合度達到最佳,防止鐵液泄露。塞桿機構是由PLC控制,通過伺服驅動系統來實現動作的,這樣就能快速響應來自PLC給出的澆注信號,并由PLC根據對塞桿扭距的跟蹤而自動調整塞桿位置。
圖3 .帶伺服電機塞桿執行機構
2.人性化程度提高
為了更好得實現自動化的澆注,應達對澆注機作了以下人性化的設計。
(1)澆包重量實時顯示 在澆注機機體上裝有稱重傳感器,工人能夠在操作臺上方便得讀出澆包里剩余鐵液的重量,工人還可以在觸摸屏上設置澆包重量下限參數,當澆包里的實際鐵液重量低余這個參數后,系統會發出一個鐵液需求指示,便于工人及時將鐵液加入,防止沒有鐵液而影響生產效率。控制柜上的實時重量指示,還能同過RS485通信方式接到LED大屏幕顯示。
(2)自動隨流孕育系統 澆注機還配置了自動隨流孕育系統(見圖4),在自動澆注的同時,完成隨流孕育,保證最終鑄件的質量。孕育機構是由PLC控制無刷電機帶動螺旋桿來送料的。孕育機構與澆注機是連鎖的,該機構的溫度,流量,壓縮空氣的壓力可以通過該機構自帶的觸摸屏顯示,并能報警。
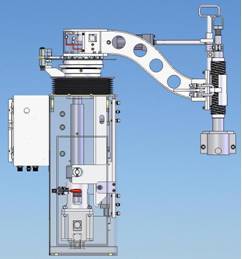
圖4. 孕育機構裝置
(3)自動沖桿設計 澆注機在工作時,很容易出現澆口堵住的情況,澆口一旦堵住之后,工人就要手工去除澆注口的鐵渣,不但麻煩,而且造型線就要停下來,造成停產損失,自動沖桿是解決這一問題的好辦法。沖桿機構是由油缸作為執行機構的。由PLC發出控制指令給電磁閥,電磁閥打開,油缸進油開始動作。沖桿在油缸的帶動下,從塞棒的中心處,沖下,堵住澆口的鐵渣便會被清理干凈。該機構有人工和自動兩種操作方式。
(4)自動定位 每當一型沙模澆注完成之后,造型線就會移動,移動完之后,經常會出現澆口與沙模對不準的情況,工人需要人工移動澆注機,使澆口與沙模對準,然后澆注。每天這樣重復很多次,非常麻煩。自動定位就是當造型線移動之后,如果澆口與沙模沒有對準,澆注機便會自己移位,并使澆注口與砂模對準,使能夠準確澆注。
系統采用智能視覺相機監視造型線上的砂型槽口位置,在澆注時,槽口相機能夠正確監測到這一型的槽口位置,并作記錄,當下一次造型線移動后,如果相機沒有正確監測到砂模上的槽口,相機上的監視窗口與砂模上的槽口的一致性不夠,PLC便會向控制造型線方向油缸動作的電磁比例閥發出信號,該閥便會得電打開,澆注機便會移動,使澆注口與砂漠對準,然后澆注。造型線方向上裝有位移傳感器,該傳感器發出的模擬量信號能夠正確的反饋造型線的實際位置。如果經過定位,還不能對準的話,系統就會判斷為壞模。這便是自動定位。其原理如圖5所示。
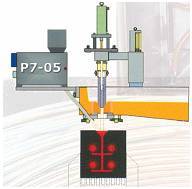
圖5. 自動定位原理
3.創新設計
為了適應客戶的一些特殊的要求,應達還作了如下的創新設計。
(1)具有Z方向(高度)移動的澆注機 常規的澆注機只有X(造型線),Y(小車)方向的移動,有些情況下要求有不同高度的模具,造成造型線高度不一樣,配合使用的澆注機也需要適應這個變化,隨著造型線高度變化,相應地調整澆注機高度。用螺旋升降機構來實現,由于螺旋升降機構在垂直方向受力很好,但是水平側向受力不佳,采用6個螺旋升降機構來負擔高度方向(Z)澆注機平臺的升降受力,同時增加兩個導向滑動套,來輔助保證平臺在升降移動時,只有很小的晃動,澆注機完全可以正常工作。使用電機和手動兩種方式驅動Z方向移動(見圖6),正常狀況下電機連續移動平臺;在自動移動機構損壞的情況下,還設計了手動移動平臺的功能,可以保證任何時候,都可以移動平臺高度,保證生產工藝的需要。

圖6. 具有電機和手動兩種操作的Z方向移動的澆注機
(2)無塞桿機構的氣壓式澆注設備 除了帶塞桿的澆注機以外,為了滿足有些客戶的工藝需求,應達開發了不帶塞桿的氣壓澆注爐,該設備完全采用氣壓控制澆注,澆注精度要保持恒定,達到90%以上,氣壓澆注爐的PLC系統采用AB公司SLC500系列,使用串口與AB公司的最新的觸摸屏Panelview 1000PLUS共同實現程序控制,圖7是為該氣壓澆注爐制作的操作界面,采用三維繪圖軟件Solidworks繪制,界面新穎,可操作性非常強。

圖7 無塞桿機構氣壓澆注機人機對話界面
結語
自動化的澆注設備以其優良的性能,受到越來越多的用戶認可,應達將繼續努力,不斷創新,并會制造出品質更加優良,性能更加完善的產品以滿足更多客戶的需要。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號