
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
一汽是如何穩定控制濕型砂鑄造系統?
發布時間:
2016-01-08 00:00
來源:
《金屬加工(熱加工)》
一、概述
由于生產條件及環境的變化,必然導致鑄件其他參數發生變化,如果不能及時調整型砂工藝,砂系統將會呈現不穩定狀態,最終導致鑄件清理難度加大甚至于報廢。因此,就需要調整原有的型砂工藝穩定砂系統。型砂的材料構成主要是由舊砂、原砂、膨潤土和添加劑等組成。由于型砂95%以上是舊砂,而舊砂由于澆注鑄件的砂鐵比不同、芯砂混入量不同等因素的影響,導致材料構成的波動非常大。因而要控制型砂的構成,就必須對型砂中的有效膨潤土含量、有效添加劑含量及含泥量進行檢驗,以便確定混砂時膨潤土、添加劑和原砂的補加量。本文將簡要介紹我公司鑄造廠在實際生產過程中如何根據參數的變化調整型砂工藝,以保證砂系統的穩定。
二、型砂關鍵參數定義
(1)有效膨潤土量 有效膨潤土(活性)含量的測定是根據膨潤土中所含蒙脫石礦物能吸附亞甲基藍等染料的特性檢測,是指5.0g型砂用0.20%濃度試劑純亞甲基藍溶液的滴定量(mL),再根據膨潤土的標準曲線公式換算所得(%)。
(2)有效添加劑量 是根據型砂添加劑的發氣量作對比,使用公式換算所得,即1.0g型砂在900℃的發氣量(mL)減去型砂中活性膨潤土的發氣量(計算前測得平均量)再與1.0g添加劑發氣量對比(%)。
(3)含泥量 國標GB/T9442—1998中規定直徑小于20μm的微粉顆粒為泥分。通常使用沖洗法將泥分去除。
(4)型砂粒度 以平均細度值AFS表示,即根據假想的篩號間接地反映砂粒的平均尺寸。
三、調整方案
該廠使用的混砂設備為DISA碾砂機,造型設備KW靜壓造型線。利用半年時間的數據統計,對其型砂系統制訂了如下方案。
1.數據統計
(1)根據造型主機設定值確定每箱型砂加入量,根據每箱鑄件及澆注系統重量,鑄件所使用芯砂量統計每箱鑄件的砂鐵比。
(2)統計廢砂排廢量及芯砂、輔料使用量統計。
(3)型砂系統的除塵量統計。
2.型砂調整
(1)統計與驗證 根據生產情況,當某一鑄件連續生產兩天或兩天以上時,將型砂輔料(膨潤土、添加劑)的加入量固定,統計型砂有效量的變化情況,然后陸續在其他鑄件連續生產時逐步驗證砂鐵比與加入量的關系。
(2)型砂粒度調整 根據50/100篩號的中值調整(50/100篩號的硅砂,其平均細度的中值為50),當型砂的AFS≤50時,通過加入細砂(70/140目)或更細的新砂(140/70目)調整,每碾加入30~60kg,分析粒度變化情況。
(3)型砂含泥量調整 通過對每天除塵量的統計,分析型砂系統含泥量的變化情況。
四、具體調整過程
1. 鑄件砂鐵比統計
鑄件砂鐵比統計結果見表1。

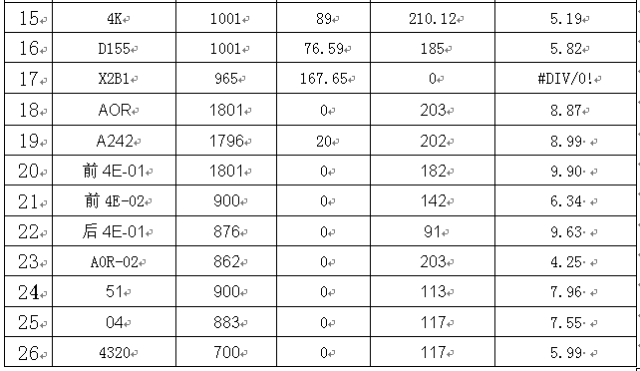
注:由于X2B1缸體為整體砂芯成形澆注,對型砂無燒損,因此鑄件對外型砂的重量按“0”計算。
2.根據鑄件的砂鐵比調整有效量
56D缸體的砂鐵比為6.57,在以上鑄件中屬于缸體類鑄件中砂鐵比最高的一種,因此首先以56D缸體進行試驗。
在連續三天生產56D時,每碾添加劑的加入量22kg,粘土加入量33kg,添加劑的有效量由4.55%升到5.03%,粘土有效量由6.56%升到7%,約增加了0.5%,說明生產56D缸體時,按此加入量調整高于砂系統的平衡值。
通過以上的數據分析,輔料加入量作出如下調整:
(1)再生產該缸體時,每碾添加劑的加入量調整到19kg,粘土加入量26kg,連續三天的數據統計發現,添加劑的有效量由4.36%變為4.29%,粘土有效量由7.22%變為7.11%,有效量波動0.1%。
因此,該工藝調整方案合理,可保證型砂系統平衡。
(2)同理,通過試驗數據分析及理論推算其他鑄件的輔料加入量與有效量的關系,再生產不同鑄件時,調整合適的輔料加入量。
3. 粒度調整情況
分別使用70/140目新砂及140/70新砂調整型砂粒度,結果分別見表2、表3、表4。
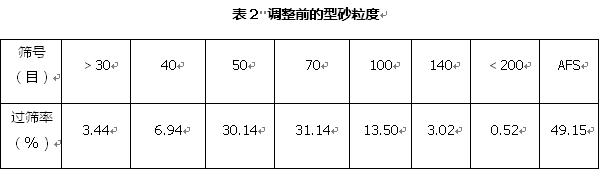
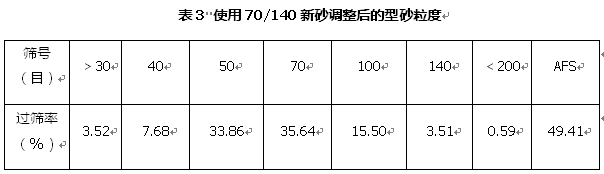
注:每碾加入60kg的70/140的新砂時,型砂AFS變化。
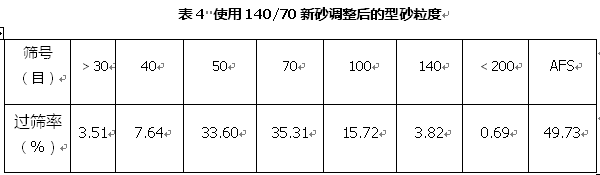
注:每碾加入60kg的140/70的新砂時,型砂AFS變化。
實際生產中,每碾砂量3t,系統砂量約900t。
(1)1月16日~1月21日,5天共碾砂4257次,約循環4257×3/900=14次,每循環一圈的細度約變化0.26(每碾)。
因此1月16日型砂AFS值49.15。從1月16日開始連續加入5天70/140目的新砂調整粒度,每碾加入60kg,1月21日型砂AFS值為52.84。
(2)1月25~1月27日,三天共碾砂2165次,約循環2165×3/900=7次,每循環一圈的細度約變化0.22(每碾)。
因此,1月24型砂AFS=52.44,當型砂細度達到52~53時,繼續加入70/140目的新砂對砂系統AFS的影響很小。從1月26開始連續加入三天140/70目的新砂調整,每碾加入60kg,1月28型砂的AFS為54。
4.含泥量與除塵量對比
連續三個月含泥量與除塵量的對比情況見表5。
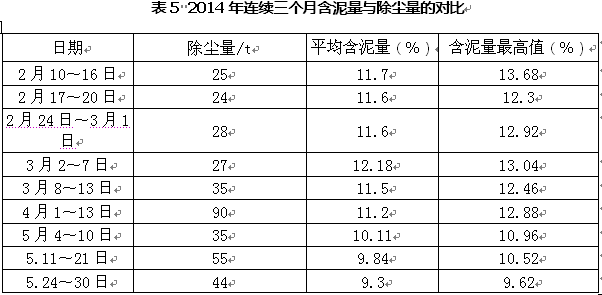
2~3月由于北方氣候寒冷,冷的除塵管道在抽走熱的粉塵后,管道內的粉塵遇冷凝固,如果管道清理不及時,堵塞現象頻出,每天排放量4~8t不等,砂系統的含泥量波動較大,在此期間,只有通過增加除塵設備的風量及疏通管道,提高其除塵能力,降低含泥量;進入4月份后,溫度逐漸升高,粉塵遇冷凝固現象不再出現,除塵量逐漸趨于穩定,達到每天7~8t平均排放,含泥量波動范圍縮小。
降低型砂系統含泥量還可通過加新砂或降低輔料加入量,在試驗結論中將闡述該兩種方法的弊端。
五、試驗結論
(1)型砂輔料有效量調整 膨潤土晶體受熱造成一定程度破壞,再加水混合后濕態黏結力將明顯下降。更高溫度和更長時間加熱后,膨潤土的晶體結構完全破壞,就變成沒有黏結力的“死黏土”。鑄件厚度增大,砂鐵比低,澆注溫度高和冷卻時間長都都使膨潤土的燒損量增多。
判斷型砂中有效煤粉是否足夠的最直接方法,是觀察鑄件表面的粗糙程度和有無粘砂。一方面,受到澆入金屬液熱作用,舊砂中一部分煤被燒損,需要補充。另一方面,新加入材料如新砂、混入芯砂和膨潤土也需要靠加入煤粉,使其達到有效煤粉量的水平。混砂時煤粉總加入量是燒損量與額外補充量之總和(有效煤粉即相當于有效添加劑)。
(2)型砂粒度的調整 高壓造型的型砂粒度一般為50/140目,而樹脂砂芯粒度大多是50/100目或更粗些。芯砂混入量過多就會使整個濕型舊砂的粒度變粗,從而引起型砂透氣性增高,鑄件表面變得粗糙。為了保持型砂的粒度不致變粗,可將除塵系統的微粒回收到舊砂中,或是加入細粒新砂來調整。如上述所提的鑄造廠,當型砂的AFS達到48左右時,通過連續加入70/140或140/70的新砂調整。但是,由于鑄件潰散入砂系統的芯砂量已經很大,如果型砂粒度不是粗化到難以承受的程度,新砂不建議如此連續大量的加入,否則會由于新砂量過大,對型砂系統的其他性能指標(含泥量,有效量以及強度)帶來影響。
(3)含泥量的調整 含泥量的升高,會導致型砂透氣性下降,澆注過程中會產生“氣爆”現象,鑄件就會因爆炸粘砂報廢,因此型砂系統的含泥量不能過高。降低砂系統的含泥量可通過降低輔料加入量,但是有效膨潤土量的降低會導致型砂強度下降,起型能力以及抗夾砂能力降低。另外,有效添加劑量的降低,會導致型砂的抗粘砂能力下降。
如果增加新砂的加入量調整含泥量,首先需計算出各種新加入材料在澆注后的型砂中產生多少泥分,才能計算出這些泥分需要加入多少原砂才能夠使型砂含泥量符合工藝規定。如上所提的鑄造廠每碾加30kg的新砂,含泥量可降低0.1%。但是新砂加入量過多,不但造成成本的浪費,而且還會使型砂系統舊砂比例下降,使型砂性能降低,型砂發散,影響型砂的起模能力,砂型在澆注過程中出現沖砂現象。
因此,筆者認為如果能通過調整除塵設備控制砂系統的含泥量才是最佳選擇。
總而言之,穩定型砂系統就是為了能夠生產出品質優良的鑄件。通過這一理念我們要不斷地根據變化的生產條件調整型砂工藝,以滿足生產需求。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號