
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
樹脂砂混砂作業指導書
發布時間:
2016-01-08 00:00
來源:
1.0 投入車間使用的每批原砂及樹脂、固化劑等必須附有質量部的檢驗報告,未經檢驗或驗證不合格者不能投入使用。檢驗報告由鑄造工廠庫管員接收后,及時轉交技術科歸檔。
2.0 混砂機操作員每日混砂前檢查設備運轉是否正常,料斗中原材料是否充足,樹脂、固化劑加入量是否符合規定要求。
3.0 每日混砂結束后混砂機操作員應將攪拌槽(罐)、葉片上的殘留樹脂砂清除干凈,每周檢查一次砂門、液泵定量是否準確,樹脂、固化劑容器的沉淀物每周排除一次。
4.0 樹脂砂硬化反應速度在很大程度上取決于砂溫,必須高度重視砂溫調整,在混砂機給砂斗處砂溫按16-32℃控制,任何情況下砂溫不得超過36℃ 。
5.0樹脂砂配比與強度規范:

6.0樹脂砂質量特性參數的檢測:按下表規定頻率進行隨機抽檢。對于重要件有特殊要求時,鑄造工廠主管技術員可向質量部檢驗員提出增加檢驗頻率或檢驗要求。
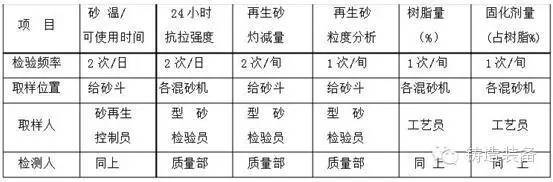
7.0 鑄造工廠應確定樹脂砂質量控制主管技術員,該主管技術員負責將樹脂砂各質量特性參數檢測結果及時填入“樹脂砂質量控制記錄”(4.9/01,02/03/03)并輸入計算機。應用SPC軟件進行日常統計分析,根據質量參數變化趨勢,采取預防措施;日常及時進行調控管理,確保各質量特性參數符合規范;因型砂質量造成的半成品質量問題,日常及時進行記錄,與相關質量特性參數指標進行對比分析。
8.0 樹脂砂質量控制主管工藝員每月5日前對上月樹脂砂關鍵質量特性參數進行統計分 析,對樹脂砂混砂工序能力指數進行計算(按各混砂機樹脂砂抗拉強度參數)、測量評價,制定下月改進措施,確保過程控制能力持續穩定提高。
9.0 質量部對工序能力進行監控,出現異常波動或能力下降要及時提出“糾正書”,要求糾正、復檢。
10.0樹脂砂混砂機液泵定量校準工作每月至少進行一次,由指定的各混砂機設備維修人員 負責。日常有異常情況,混砂機操作員應及時向設備維修人員或工廠管理人員反映。
11.0砂溫、可使用時間、樹脂和固化劑加入量的現場檢測原始記錄應與作業指導書等定點 存放于現場或質量管理點,確保操作人員能隨時可以使用。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號