
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
中小鑄造企業呋喃樹脂砂應用 工藝誤區須注意
發布時間:
2016-01-08 00:00
來源:
針對中小鑄造企業樹脂砂工藝普遍存在的問題筆者進行了較為深入的調查,在分析了存在問題的基礎上,歸納出樹脂砂工藝的使用誤區,并從呋喃自硬樹脂砂的工藝特點、經濟性和鑄件質量等方面進行了原因分析,結合作者的工作經驗,提出一些改進建議。
1.呋喃樹脂砂工藝的使用調查
常州地區中小鑄造企業,特別是還保留了濕型砂生產線的鑄造企業,使用樹脂砂工藝的共性問題歸納為三個方面。
第一, 采用呋喃自硬樹脂砂工藝時帶有一定的盲目性。看到別的企業用樹脂砂工藝生產出口鑄件,并且工藝看起來比濕型砂簡單得多,也就購買樹脂砂生產線;購買之前沒有規劃生產產品的類型和大小,也沒有考慮企業的工藝裝備、生產技術水平和工人操作是否符合樹脂砂工藝的要求。
第二, 沒有足夠重視呋喃自硬樹脂砂的工藝要求。大部分鑄造企業以為只要有一臺連續混砂機、一套樹脂砂再生設備、涂料、呋喃樹脂和固化劑就可生產出口鑄件了,殊不知這僅僅是生產樹脂砂鑄件的必要條件,忽略了更重要的條件,滿足樹脂砂性能的技術和工藝準備,因而生產的鑄件質量反而不如濕型砂鑄件,例如,直澆道直接開在鑄型中而不用陶瓷管,導致鑄件嚴重的夾砂缺陷;只看到樹脂砂強度高而忽略了樹脂砂的發氣性大的特性,型芯沒有采用通氣芯骨和通氣尼龍管,導致鑄件氣孔缺陷增多。諸如此類的錯誤是導致這些鑄造企業的鑄件廢品率和生產成本居高不下,而鑄件質量難以提高的根本原因。
第三,把濕型砂鑄造工藝用于呋喃樹脂砂。濕型砂的鑄造企業的技術人員在編制樹脂砂工藝時,常按習慣編制樹脂砂工藝,因而編制的樹脂砂工藝與濕型砂工藝類似。例如,在編制球鐵樹脂砂工藝時,冒口的數量偏多,總冒口量偏重,其實樹脂砂由于砂型強度高,型壁偏移小,鑄件的補縮量顯著減少,完全可以在編制工藝時,減少冒口的數量和質量,提高鐵液的利用率。
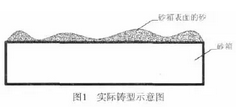
廠例1:該廠生產農機鑄件,年產6000t左右,沒有做好樹脂砂鑄件,反映的主要問題有鑄件夾砂嚴重和生產成本高,邀請本協會進行技術咨詢和指導。現場情況:生產車間兩跨,一跨生產濕型砂,一跨的半邊生產樹脂砂,有一臺5t的樹脂砂連續混砂機;濕型砂和樹脂砂生產區沒有明顯的分隔。鑄型上箱余砂堆積,不平整,如圖1所示,除澆口位置有涂料外,辨別不出澆口和冒口位置;多數樹脂砂的鑄件重量在100kg以下。有些鑄件完全可以用濕型砂造型機生產。
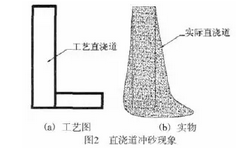
鑄件觀察:鑄件表面有氣孔和夾砂,澆道部分沖砂嚴重,如圖2所示,顯然,這是鑄件夾砂的主要原因。呋喃樹脂砂的高潰散性容易造成沖砂
廠例2:該廠采用濕型砂造型線生產柴油機缸體,年產各類缸體鑄件近10萬t,最近花巨資引進樹脂砂生產線,開發和生產多缸柴油機缸體,其實小柴油機機體鑄件采用濕型砂是合理的。
廠例3:該廠采用樹脂砂工藝生產各類出口壓縮機機體鑄件,也因為鑄件質量和成本問題咨詢本協會,我們觀察到的情況:鑄件的工藝冒口多,鐵液的利用率70%左右;鑄件也嚴重存在如圖2所示的沖砂現象。
2.分析與建議
源自于鑄造企業對呋喃樹脂砂工藝的誤解和對樹脂砂工藝特性認識的不足,集中表現在以下方面。
(1)樹脂砂工藝的應用條件
對中大型鑄件來說,使用自硬樹脂砂工藝減少了造型、修模和鑄件清理的勞動強度,同時不需要大型烘窯,消除了烘型過程,節約能源和時間,提高生產效率和場地的利用率,而且沒有烘型時鑄型的變形,鑄型強度高,鑄件的精度提高。對重量小于200kg以下的小鑄鐵件,尤其是有一定批量的小鑄件而言,與濕型砂工藝相比,自硬樹脂砂工藝并不具備優勢,體現在型砂成本、生產效率方面,這是自硬樹脂砂工藝特性決定的。
第一, 樹脂砂屬于“高價”砂,按樹脂加入量1.2%,砂鐵比3和呋喃樹脂目前的市場價格,1t鑄件僅樹脂成本就達到300多元,年產10000t鑄件樹脂的消耗為300多萬元;
第二, 與濕型砂造型線相比,樹脂砂的生產效率“較低”。樹脂砂的硬化時間一般在30min左右,再加上起模,上涂料,合箱等工序,整個周期最快也要近1h,而濕型砂造型線1min能生產幾十型,在工藝保證的情況下,生產的鑄件尺寸精度和表面質量與樹脂砂鑄件相當,常林小松鑄造有限公司用濕型砂造型線生產的各類鑄件尺寸精度達CT9-10,表面質量高,最大鑄件達300kg。筆者也曾采用振動加多觸頭高壓造型機生產出表面輪廓清晰的重量為250kg出口飛輪殼鑄件。
鑄造企業采用樹脂砂生產線僅是企業提高競爭力和產品質量的一個方向,但樹脂砂工藝畢竟是一種生產工藝,企業最核心的競爭力是產品和產品質量,無論從成本還是生產效率方面考慮,樹脂砂工藝并不適用有一定批量的小鑄鐵件的生產。
(2)呋喃樹脂砂的潰散、發氣特性
樹脂砂的易潰散性極容易造成沖砂。在澆注系統工藝設計時,對中小鑄件,直澆道、橫澆道應刷涂料,直澆道無法刷涂料時,應采用流涂或采用陶瓷管,防止鑄件夾砂,圖2所示的情況是工藝人員沒有認識到樹脂砂的易潰散特性對鑄件質量的不利影響。
樹脂砂的發氣量遠大于濕型砂,鑄件容易產生氣孔,因此在型砂控制方面應注意以下幾點:不過高追求高的型砂強度,以減少樹脂的加入量,降低樹脂砂的發氣量;定期監控再生砂設備和再生砂的質量,再生不好,會造成型砂樹脂膜厚度增加和樹脂量的累積,增大樹脂砂的發氣性;原砂的質量也十分重要,諸如砂粒、含泥量等,必須嚴格控制。
工藝上注意以下因素:型芯上放置通氣芯骨和尼龍通氣管;減少砂鐵比,在條件許可時,采用專用砂箱,可直接減少每噸鑄鐵的樹脂成本,例如砂鐵比降低為2,每噸鑄件可減少100多元樹脂,同時有利于提高再生砂的質量和再生效率,在生產時,應避免出現圖1所示的鑄型;快速澆注是防止樹脂砂鑄件氣孔缺陷的另一措施。
(3)涂料對鑄件表面質量的重要性
樹脂砂鑄件的表面質量取決于涂料質量和涂刷工藝,砂粒的粗細與鑄件的表面質量幾乎無關,這與濕型砂特性有較大的不同。涂料涂刷不好,鑄件容易出現物理粘砂,對小鑄件而言,樹脂砂鑄件的表面質量反而不如濕型砂鑄件。在選擇呋喃自硬樹脂砂工藝用原砂時,可選擇粒度粗一點的砂,這樣可以增加型砂的透氣性,同時可以減少樹脂砂用量。為提高樹脂砂鑄件的表面質量,應對造型工人進行嚴格的培訓,在條件許可時,采用流涂機流涂。
(4)樹脂砂造型對模具的要求
根據筆者的現場調查,相當一部分鑄造企業對樹脂砂造型模具缺乏足夠的認識,樹脂砂是自硬砂,需要硬起模,容易損壞型腔,并且難以修補。因此,模具的結構要合理,模具材料要好,特別是有一定批量生產的鑄件模具的質量要求更高。脫模劑也十分重要,它涉及到模具的“壽命”以及鑄型的表面質量。有些企業用樹脂砂生產的鑄件質量還比不上粘土砂生產的鑄件,一個重要的原因是模具“粗制濫造”。
3.結束語
在目前呋喃樹脂砂工藝應用極為普遍的情況下,許多中小鑄造企業應用呋喃樹脂砂工藝的并沒有達到應有的效益和高的鑄件質量,常州地區鑄造企業在呋喃樹脂工藝應用過程中遇到的問題有一定的普遍性,因此,我們在文中分析了樹脂砂工藝應用過程中問題出現的原因,并依據筆者經驗提出了針對性的建議,期望對中小鑄造企業正確使用樹脂砂工藝有所幫助。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號