
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
汽車鑄件防脈紋添加劑應用 各組分應匹配
發布時間:
2016-01-11 00:00
來源:
《金屬加工(熱加工)》
生產汽車缸體、缸蓋時,進排氣道、水套內腔及熱節內角部位經常出現較薄的毛刺即脈紋缺陷,因毛刺位置在內腔很難清理,水套腔內脈紋缺陷會阻礙冷卻水的正常流動,嚴重時造成發動機燒缸;進排氣道內的脈紋會影響氣道渦流特性,嚴重影響發動機的性能,因此解決脈紋缺陷對于缸體缸蓋等汽車鑄件來說至關重要。
一 、脈紋缺陷的產生原因
在573℃溫度下,石英砂發生晶型轉變,從β石英變為α石英,相變膨脹引起的熱應力導致砂芯表層開裂,鐵液滲入裂紋中形成脈紋。脈紋產生的基本條件,一是相變膨脹產生的熱應力大于砂芯表面強度;二是鐵液呈液態且具足夠流動性。脈紋缺陷就是一種膨脹類的鑄造缺陷,生產實例如圖1所示。一般認為:①原砂SiO2含量越高,脈紋缺陷越嚴重。②原砂粒度集中度越高,脈紋缺陷越嚴重。 ③澆注溫度越高,脈紋缺陷越嚴重。但澆注溫度是根據鑄件結構、壁厚確定的,不能隨意改變。
凡能減少熱應力的因素都會減少脈紋產生,凡能提高砂芯高溫強度及韌性的因素也會減少脈紋出現,凡能加速鐵液凝固的因素也會減少脈紋產生。實踐證明,樹脂砂產生脈紋缺陷的傾向大小順序依次為:冷芯盒樹脂砂→PEPSET樹脂砂→覆膜砂→呋喃樹脂砂→堿性酚醛樹脂砂。

二、解決脈紋缺陷的措施
針對脈紋缺陷所采取的措施,具體可歸結為以下幾方面:
(1)降低砂芯的膨脹 原砂膨脹是脈紋產生的根本原因,因此降低原砂膨脹是解決脈紋缺陷首先考慮的因素,原砂在高溫下存在晶相轉變,同時伴隨體積的膨脹,如果石英砂經過900℃以上高溫焙燒后冷卻后晶相轉變將不可逆,所以原砂再生或焙燒后使用會顯著改善脈紋缺陷;生產鑄鐵件時不需要原砂有過高的SiO2含量,達到92%即可,因SiO2含量越高熱膨脹率越大,一般生產時能盡量使用再生砂。
(2)調整原砂粒度分布 如果原砂粒度過于集中,整體的膨脹將體現的更明顯,一般采用三篩或四篩砂,汽車缸體缸蓋推薦用粒度為0.355~0.154mm(50/100目)擦洗砂,盡量避免采用粒度為0.224~0.106mm(70/140目)及更細原砂。
(3)提高砂芯的常溫、高溫強度 在原砂相同的情況下,砂芯強度取決于粘結劑類型及砂芯緊實度,由于冷芯盒是高壓射砂,砂芯緊實度高,高溫下砂粒的膨脹空間小,所以容易產生脈紋缺陷。
(4)采用特種砂 ①鉻鐵礦砂主要靠激冷效果防止脈紋,可與石英砂按一定比例混合使用。②鋯砂耐火度高膨脹系數低,但價格較高,很少使用。 ③焙燒砂是將擦洗砂加熱到870℃以上,并保溫一定時間,使硅砂充分膨脹實現相變,因此焙燒砂又稱相變砂。經相變處理后,不僅使膨脹率大幅下降,而且砂粒中的結晶水、有機污染物、碳酸鹽及氧化物等經高溫焙燒后被大量清除,因此焙燒砂與擦洗砂相比不僅酸耗值低,灼減量和發氣量低,含泥量少,更主要的是膨脹率低。不僅能夠減少粘結劑加入量,更能有效防止鑄件產生脈紋、熱裂、粘砂等缺陷,提高鑄件精度。④寶珠砂呈球狀粒形表面光滑,無凹凸脈紋。其流動性及填充性好,能得到良好的成型性和鑄模強度,潰散性好,易于清砂作業,粘結劑使用量較其他同類型砂有較大的節省,熱膨脹率之低與鉻礦砂等特殊砂相同,因此生產鑄件的尺寸精度高,破裂及表面缺陷少,鑄件成品率高。寶珠砂的致密性好,強度高,即使重復再生使用也很少破碎,可減少鑄造生產過程中的粉塵對生產環境的污染,再生性好,減少產業廢物排放,利于環境保護。耐火度高主要成分是氧化鋁,耐火度≥1790℃,能滿足鑄造各種金屬及合金,易于回收,因此對解決內腔燒結和脈紋有缺陷是不錯的選擇。
(5)特種涂料的作用 激冷涂料可以加快鐵液冷卻凝固,一般適用于汽車鑄件,簡便易行;對于厚大件來說效果不明顯。
(6)防脈紋添加劑 目前,市場上防脈紋添加劑種類繁多,按成分分主要是有機物和無機物,第一是硅酸鹽與金屬氧化物的混合物,其熔點低,在高溫下可與硅砂形成玻璃體填補砂芯裂紋,防止鐵液進入裂縫,這種添加劑可做成圓整的粒狀,對砂芯強度影響較小,加入量一般為1.0%~5.0 %;第二種是有機添加劑,加入量較少0.3%~1.5%,強度影響比無機物明顯且發氣量大。
三、防脈紋添加劑的應用實例
1. AF#2M的防脈紋添加劑
(1)試驗零件 4缸缸蓋排氣道部位有脈紋缺陷,脈紋高度約4~6mm 。排氣道部位的脈紋缺陷可以用機械人工清除掉,試驗目的主要是驗證AF#2M的防脈紋效果,脈紋缺陷如圖2、圖3所示,排氣道砂芯如圖4所示。



(2)方案 福建砂粒度為0.355~0.154mm(50/100目),原砂200kg,冷芯盒樹脂Ⅰ組分(GP201AK)2.0 kg,Ⅱ組分(GP202KT)2.0 kg,防脈紋添加劑AF#2M先與原砂混勻。
(3)結果 ①AF#2M添加劑加入0.5%,脈紋毛刺高度下降20%,并且變短。②AF#2M添加劑加入1.0%,鑄件中有一半脈紋消失,剩下的鑄件脈紋毛刺高度下降50%。③AF#2M添加劑加入1.5%,脈紋缺陷消失。
AF2#M為有機防脈紋添加劑,顯著特點是極少的加入量就可降低或避免脈紋的產生,一般建議加入量只占原砂比例的0.5%~1.5%(某一韓資企業生產剎車片芯砂中這種添加劑加0.3%,即解決了剎車片脈紋缺陷)。
2. SQ—1防脈紋添加劑
SQ—1為我公司生產的無機防脈紋添加劑,顯著特點是加入量占原砂比例1%~5%的范圍內對樹脂砂抗拉強度影響較小,24h強度無影響,2h抗拉強度衰減量低于10%,SQ—1防脈紋添加劑發氣量特別低,一般在10mL/g左右,成本低。
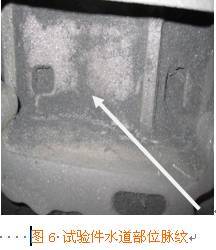
(1)試驗零件 4缸缸體,水道砂芯。試驗前水道部位脈紋如圖5所示。

(2)方案 福建砂粒度為0.355~0.154mm(50/100目),原砂200kg,冷芯盒樹脂Ⅰ組分(GP201AK)2.0 kg,Ⅱ組分(GP202KT)2.0 kg,SQ—1添加劑分別按不同比例加入原砂混勻。13Kg(6.5%)。
SQ—1 加入量2%時,脈紋高度下降15%,脈紋個數仍為4條。
SQ—1 加入量3%時,脈紋高度下降50%,脈紋個數有3條(見圖6)。
SQ—1 加入量4%時,脈紋高度下降60%,脈紋個數有2條。
SQ—1 加入量5%時,脈紋高度下降80%,脈紋個數有1條。
SQ—1 加入量6%時,生產10件,脈紋缺陷消失。
四、結語
汽車鑄件脈紋是較常見的缺陷,通過大量實踐證明,采取以下幾種措施完全能解決問題:
(1)添加防脈紋添加劑SQ—1或AF#2M,簡便易操作且成本低。
(2)寶珠砂制芯,原砂成本較高,若能回收再生也是不錯的選擇。
(3)防脈紋涂料可以去除較輕的脈紋缺陷。
(4)焙燒砂配合寶珠砂按一定比例混合也可解決脈紋缺陷,但如何回收舊砂是需要考慮的問題。
(5)生產汽車鑄鐵件時最好選擇大林砂或圍場砂,粒度選擇0.355~0.154mm(50/100目),原砂SiO2含量達92%即可。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號