
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
雙片制動盤鑄造 雙改進提質
發布時間:
2016-01-28 00:00
來源:
《金屬加工(熱加工)》
我公司是專業從事汽車制動盤生產的企業。盤式制動是以靜止的制動盤片夾住隨著輪胎轉動的制動碟盤,以產生摩擦力,使車輪轉動速度降低的制動裝置。將汽車的動能轉化為內摩擦產生的熱能。雙片制動盤又名通風盤、非實體盤。它是兩個制動面中間有風道的一種,這種制動盤的最大優點是可以迅速將制動產生的熱量及時散發出來,提高制動的安全性,這種制動盤主要應用在大排量、大功率的汽車制動系統中,也通常放置在汽車的主動輪上。
在生產雙片制動盤的過程中,兩個制動面中間的通風口寬度窄,制動盤直徑大(>350mm),鑄件內部材質好等,這些因素是剎車盤行業中比較頭疼的方面。如何能在這些因素都有的情況下,生產出合格的產品,達到顧客滿意呢?我們推薦了幾種改進辦法,并且經過了試驗考證,供大家參考。
1.雙片制動盤鑄造用砂芯外形改進
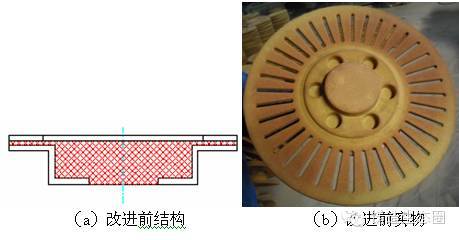
片制動盤的風道在鑄造過程中是通過加專門的砂芯生產的。砂芯隨制動盤的直徑變大而變大,隨制動盤風道的變窄而變薄。產品的這種特點,使所用的砂芯大而且薄,其強度就會大大降低。在與高溫鐵液的接觸過程中很容易變形,從而導致產品的通風道變形,產品精加工后出現兩個制動面厚度差變大,甚至砂芯在高溫下破裂,鑄造出來的產品出現夾砂、存鐵瘤等缺陷,達不到使用要求。一般雙片制動盤的砂芯如同一個盤子,邊緣處是平的,其強度一般。而若將砂芯邊緣加上拐角,可大大提高砂芯的強度,砂芯在高溫下的變形程度大大減小,鑄造出來的產品風道質量明顯提高,風道夾砂、存鐵瘤等缺陷消除。同時減少了鐵液外流及產品的毛刺,提高了產品的外觀質量。通常制動盤的大外圓是由上下模鑄造出來的,這樣的產品外觀會因為型砂的緊實度而受影響,改進后的工藝,制動盤的大外圓是由砂芯產生的,因此產品的外觀之來質量會明顯提高。
一般雙片制動盤砂芯的外形如圖1所示。
改進后的雙片制動盤砂芯的外形如圖2所示。
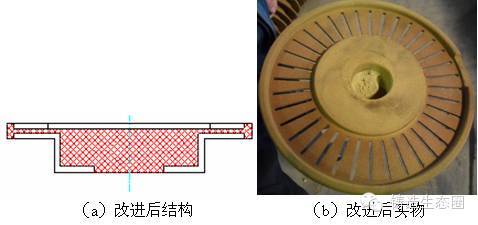
圖2
改進前后產品的風道變形情況分別如圖3、圖4所示。

圖 3 改進前風道變形情況

圖 4改進后風道變形情況
2. 雙片制動盤鑄件材質改進設計
剎車盤材質選用HT250,其通用的標準化學成分見表1。

相應地技術要求硬度為185~240HBW,抗拉強度為207 MPa左右。而一些直徑較大,制動面很厚,以及通風道很窄的制動盤,若沿用通用鑄件材質標準,鑄造出來的制動盤硬度在150HBW以下,鑄件抗拉強度在190MPa左右;片狀A型石墨含量小于80%,石墨級別大于4級;珠光體含量小于80%,珠光體級別大于5級(見表2)。產品的金相達不到要求,如圖5所示。
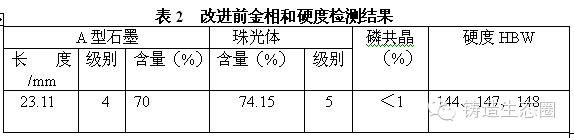
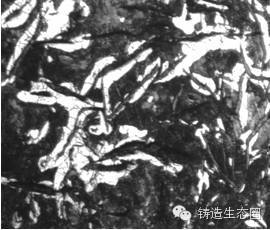
圖5 改進前的金相組織
在其他孕育條件不變的情況下,每包120kg的鐵液中加入50g的稀有金屬錫,wSn在0.04%左右,鑄造的制動盤硬度提高到了210HBW以上,鑄件抗拉強度也在225MPa左右。片狀A型石墨含量大于90%,石墨級別4級;珠光體含量98.61%,珠光體級別1級(見表3)。產品金相組織明顯改觀,如圖6所示。
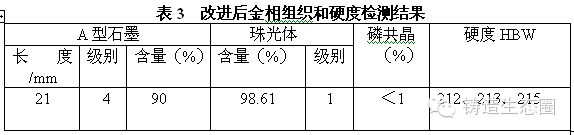
圖6 改進后的金相組織
結語
加入金屬錫后,提高了鐵液的孕育效果,使珠光體的含量增加。但是,不是錫加的越多越好,一方面金屬錫的價格很高,使成本增加;另一方面,經過生產實踐證明,如果加入的錫含量超過1%(質量分數),鑄件脆性變大,產品會出現斷裂現象。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號