
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
砂眼缺陷的原因分析及消除
發布時間:
2016-02-23 00:00
來源:
摘要:著重論述了砂眼的原因分析和對策。簡要介紹了鑄造缺陷的工序聯系,對砂眼夾渣的形成原因進行了展開,并例舉了三種產品砂眼缺陷的對策。
關鍵詞:砂眼 對策 熱負荷 構造
前言
在鑄造生產中,我們經常會發現帶有砂眼的鑄件,或在表面,或在內部,情況輕的,一般可以不處理或者修磨、焊補處理,嚴重的會導致報廢。砂眼,往往與其他缺陷一起出現,或者說,砂眼經常是其他缺陷的直觀現象,例如,有沖砂、掉砂、鼠尾、夾砂結疤、涂料結疤等。
1.砂眼的定義及鑒別
鑄件內部或表面包裹砂粒或砂塊的孔洞,稱為砂眼。根據砂眼出現的位置,可分為表面砂眼和內部砂眼。對于鑄件表面的砂眼,用肉眼外觀檢查即可識別;對于鑄件內部的砂眼,要用超聲或者射線探傷進行檢驗。
通常,砂眼與夾渣的外觀有相似之處,有時候容易混淆。要區分兩者的區別,

就要對各個方面進行分析,綜合各因素來判斷,有時候要通過氣刨、加工或者剖分來確定。消除砂眼和夾渣缺陷,要綜合考慮、對策。
圖1、圖2所示即為砂眼缺陷。
2.原因分析
圖3即為常見的鑄鋼缺陷的工序聯系和現狀解析。
從圖中可以看出,砂眼缺陷與工藝、模型、混砂、芯子造型、造型、下芯組合、澆注等工序有關,其中與工藝設計、下芯組合和澆注關系較大。在考慮解決砂眼缺陷的時候,就要從這些方面著手,綜合分析。
具體的原因分析:
(1)由于砂型或砂芯膨脹,澆注系統設計不合理及澆注操作不當,造成砂型(芯)開裂,型(芯)砂脫落,產生沖砂、掉砂、鼠尾和夾砂結疤,脫落的型芯砂在鑄件內形成砂眼。
(2)模型設計不良,造型、制芯后,局部存在尖砂。
(3)造型、制芯混砂配比、用砂不合理。
(4)由于造型、下芯、合型操作不當,發生塌型、擠箱、掉砂、壓壞砂型或砂芯。
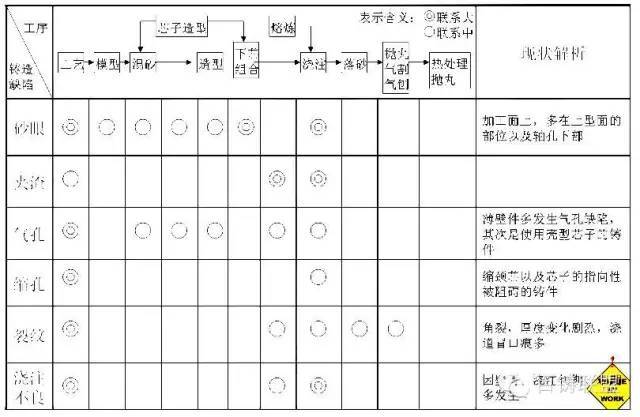
圖3
(5)合箱前,型腔內的浮砂在合型前未吹掃干凈。
(6)合型后由澆注系統或冒口掉入砂粒或砂塊。
(7)涂料不良,或砂型、涂料不干,澆注時涂層脫落,在造成涂料結疤的同時,形成涂料夾層.
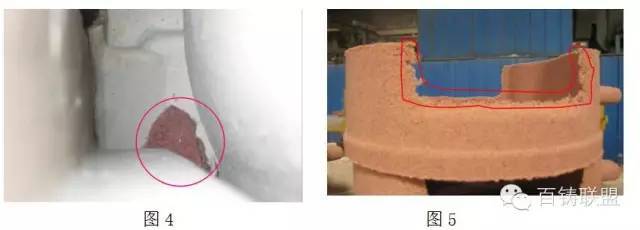
圖4中型腔內的掉砂不吹,圖4中砂芯上的尖砂不去處,均有可能形成砂眼。
3.砂眼夾渣原因展開
圖6即為砂眼夾渣缺陷原因的展開圖,針對砂眼,從熱負荷和鋼水沖刷兩個大的方面進行原因分析。
其中針對砂眼發生量與澆注時間的關系,日本KCX公司技術文件中有所涉及,圖7即為砂眼發生量與澆注時間的影響關系圖。
如果澆注時間短的話,因鑄型的沖砂增加砂眼的發生量,如果澆注時間長的話,由于熱影響,砂眼的發生量也會增加。為了降低砂眼的發生量,在最佳澆注時間內調節澆道流速是非常重要的。
對于不同尺寸、不同結構、不同重量的產品,需要量身制定合適的澆注時間

4.砂眼發生構造原理圖
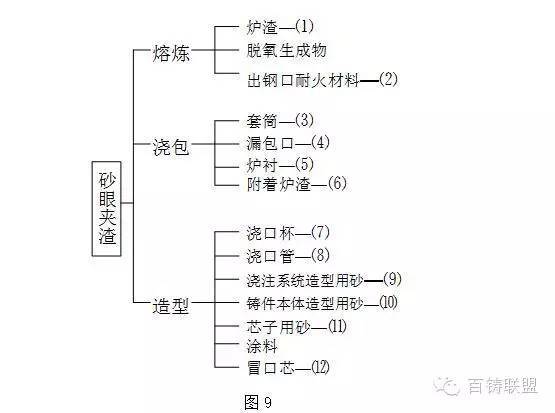
圖8為砂眼發生構造原理圖。
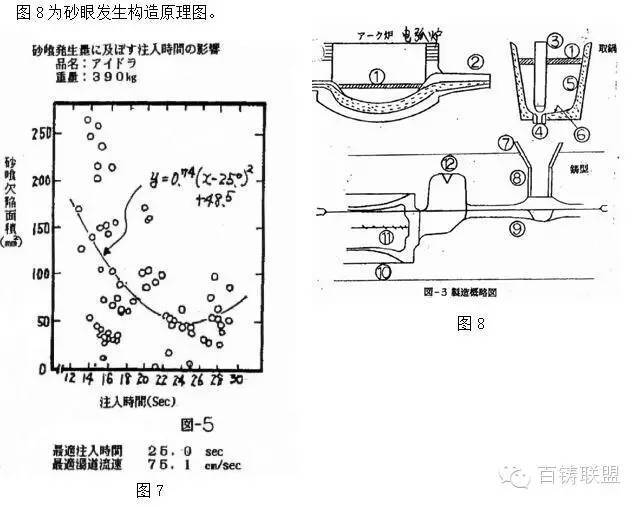
從圖8中可以看出,砂眼的可能來源有:
5. 防止發生砂眼、夾渣對策
根據砂眼來源分析,制定以下對策:
(1)低溫澆注;
(2)澆道部分使用濾渣片;
(3)設定最佳澆道流速、澆道比;
(4)節制內澆口流速;
(5)澆道斷面變圓;
(6)選擇合適的產品和內澆口角度;
(7)優化澆冒口方案;
(8)使用殼型砂芯;
(9)及時清理熔煉爐內爐渣;
(10)嚴格按照規范操作。
實際操作中的注意事項有:
(1)澆口杯、直澆道應清潔,不應有砂粒等雜物。
(2)起模后,涂刷涂料前,冷鐵表面粘附的砂子需要清除,型腔內的浮砂要清吹干凈。
(3)保證砂芯完整性,防止因芯盒接合面存在縫隙導致砂芯尺寸不合格。
(4)下芯前,將型腔內堆積的多余的涂料清除,并清吹干凈。
(5)合箱前,對型腔內進行全面清吹,不留死角;直澆道、出氣棒,要保持通暢,不留浮砂。
(6)砂箱轉移時,避免碰撞,防止涂料、砂子掉落。
(7)澆注前,將澆口杯蓋住,防止外來物掉入通過澆口杯進入型腔。
(8)注意澆注溫度和速度,避免金屬液流速過快,沖擊力過大。
6.砂眼解決實例
實例一:糾正不規范操作
產品進行磁粉探傷,結果不合格。缺陷外觀為局部有細小的空洞,缺陷確認為砂眼缺陷,經過調查分析,確認原因為合箱前易割片內散沙未輕吹干凈,澆注時帶入鑄件,形成砂眼。
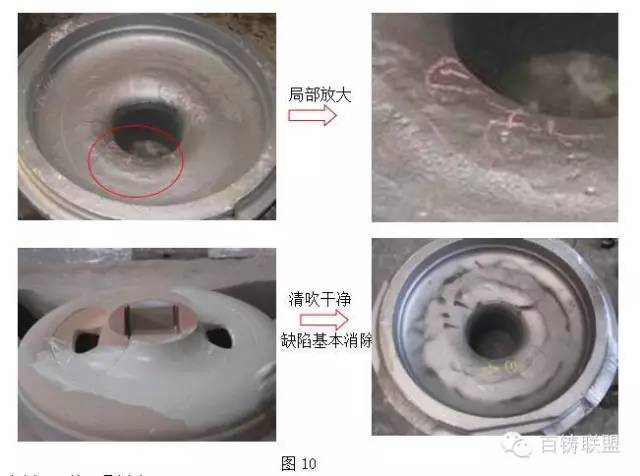
局部放大
清吹干凈
缺陷基本消除
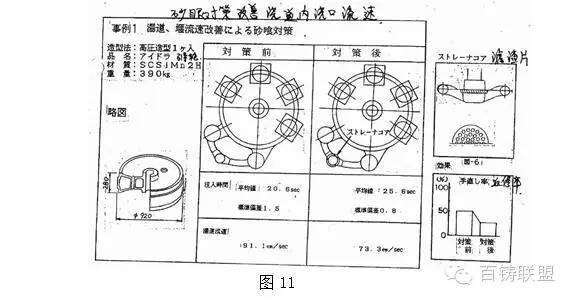
實例二:使用易割片
引導輪產品澆道內增加濾渣片,改善了澆道內澆口的流速,降低了返修率。 局部放大
清吹干凈
缺陷基本消除
實例二:使用易割片
引導輪產品澆道內增加濾渣片,改善了澆道內澆口的流速,降低了返修率。
實例三:優化澆冒口方案
托架類產品,存在砂眼,通過工藝優化,增加補貼后,砂眼返修率降低。

7.結論
引起鑄件缺陷的原因是多方面的。
想要提高產品的質量,一方面,要提高操作者的素質,做到按照操作規程操作,減少影響產品質量的人為因素;另一方面,出現問題后,要全面的綜合考慮問題,查找原因,進行對策,做到及時改善,將負效應減小到最低。
質量就是企業的生命,任何一個崗位的疏忽和輕視都會對企業的整體質量造成不同程度的影響。保證產品的內在、外在品質,就是鑄造企業的誠信,鑄造企業的未來。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號