
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
過濾技術在耐磨鑄鋼件上的應用
發布時間:
2016-03-03 00:00
來源:
摘要:本文主要講述耐磨鑄鋼件國內現狀、分析鑄件夾渣缺陷產生的原因,通過泡沫陶瓷過濾器在耐磨鑄鋼件上的應用案例,說明了該工藝方法在消除夾雜缺陷方面的顯著效果,并進行了綜合效益分析。
前言:
耐磨鑄件是礦山、煤炭、工程機械等必需的鑄件,比如錘頭、鋼球、襯板、鱷板、齒尖、軋臼壁等,,具有極高的硬度、強度、韌性才能滿足工況要求,在使用中發揮良好的性能。耐磨材料中比較常見的有耐磨錳鋼、低合金耐磨鑄鋼、鉻合金鋼等,低合金耐磨鑄鋼技術的應用逐步代替耐磨錳鋼,因為其在韌性、硬度等方面的性能都優于錳鋼,適用性更強;
由于目前國內普遍采用感應電爐熔化鋼水,難以得到高純度的鋼水,有害元素及非金屬雜夾物含量高,這些有害物容易在晶界上、鑄件表面富集,破壞材質的連續性,當材料受到摩擦或沖擊時極易斷裂造成耐磨材料不正常失效,此類鑄件焊補時易產生裂紋,因此鑄件的夾渣缺陷一直困擾著鑄造企業。
一、鑄件夾雜缺陷的來源1、金屬原料污染帶入的夾雜;
2、爐襯、包襯材料侵蝕形成的渣;
3、型腔內沖蝕剝落的涂料或砂子——涂料質量及操作問題;
4、鋼水二次氧化形成的渣——澆注過程中多屬于鋼水在內澆道嚴重噴射所致。
二、過濾器的選用
1、目前鑄鋼用泡沫陶瓷過濾器主要有鋯質和碳質兩種; 2、鋯質過濾器適用于各種合金材質,但成本較高; 3、碳質過濾器容重小,蓄熱系數小,不易激冷金屬液,主要適用于碳鋼、低合金鋼、錳鋼、大型鑄鐵件等。
三、 案例分析
1、低合金鑄鋼件:
夾雜位置:鑄件內腔,芯子上表面,照片見圖1、2

3、 表1電鏡掃描分析
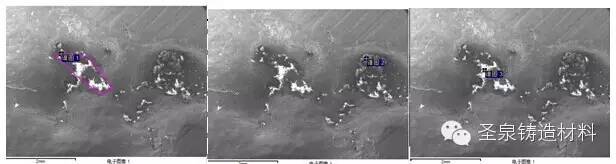
A、夾雜物的來源分析:
正常基體不含有鋯,鋁的量也很少,而凹坑處出現鋯以及鋁,鋯的來源主要應是涂料造成,鋁可能是脫氧產物或爐襯。
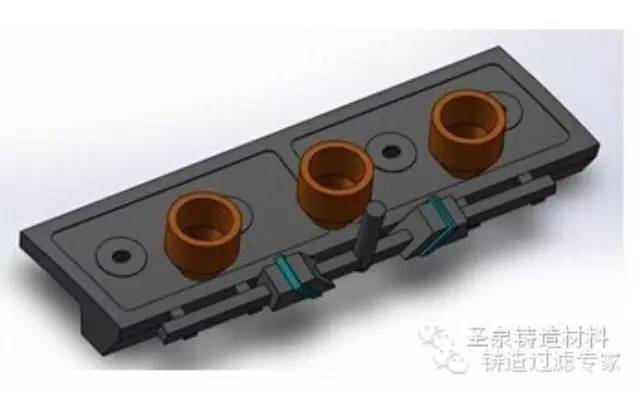
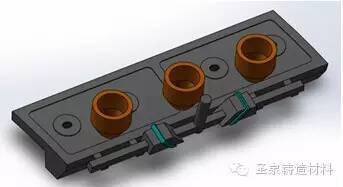
B、過濾解決方案:
過濾器放置于橫澆道圖4
傾斜放2片FCF-1S-20 100*100*25 10ppi,低合金鋼,澆注重量580kg,澆注溫度1580℃,澆注時間26S。
C、該過濾工藝優點:
a、有利于渣在橫澆道上浮,避免渣堵塞過濾器。
b、鋼水經過過濾器后流動相對平穩,防止二次氧化渣的產生。
c、過濾器傾斜放置,能分解鋼水對過濾器、型腔的沖擊力。

2、過濾器在錳鋼上的應用案例
錳鋼易氧化,充型紊流時易產生二次氧化渣,并且錳鋼重新加熱時,在250—800 °C間存在碳化物析出的脆性溫度區間,鑄態高錳鋼存在網狀碳化物以及鑄造應力,因此,焊接性能很差,鑄件夾雜缺陷不易焊補,所以避免錳鋼件夾雜缺陷是很有必要的。
鑄件名稱:襯板鑄件重630kg
澆注系統:∑直:∑橫:∑內=Φ60:45/50x50:26x21;
泡沫陶瓷過濾器:FCF-1S-M:125*125*25(10ppi);安放泡沫陶瓷過濾器方案見圖5
澆注重量:790kg;澆注溫度1490℃,工藝出品率:79%,
采用泡沫陶瓷過濾器,可以緩沖鋼水沖力,使鋼水以層流的狀態進入型腔,防止二次氧化渣形成,同時可以過濾、吸附鋼水渣,通過大量的使用證明,過濾后的鑄件表面光潔、夾雜缺陷大幅度減少,鑄件耐磨性提高30%以上。
3、過濾器在高鉻鑄鋼上的應用方案
高鉻鑄鋼流動性不好,爐渣不易清除,也不許焊補,鑄件廢品率高達25以上;
鑄件名稱:耐磨片,鑄件材質:高Cr鑄鋼,澆注重量:230KG ,造型工藝:消失模負壓,澆注溫度:1540℃,過濾方案:移動澆口杯L100(FCF-1Z 100*100*25 10ppi)采用此集成過濾澆口杯連續澆注兩箱,中間間隔時間10秒,

通過使用過濾杯,鑄件夾渣廢品率下降到10%以下。
四、 綜合經濟效益分析
1、通過使用過濾技術方案,鑄件夾渣廢品率降低80% ,噸鑄件利潤獲得;2、焊補率下降50%:每噸鑄件焊補成本300-500元,再加上焊補、打磨、熱處理費用,每噸焊補需要約近1000元,減少50%的焊補量即可節省至少500元每噸鑄件,完全可以抵消過濾器增加的成本;
3、提升鑄件綜合質量,增加附加值。
五、總結
在耐磨鑄鋼件上采用泡沫陶瓷過濾器,不但可以過濾、吸附鋼水一次渣,而且可對鋼水整流,防止二次氧化渣,具有明顯效果,大幅度延長耐磨件的使用壽命,減少鑄件廢品率、焊補率,為企業帶來顯著的經濟效益。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號