
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
新型高強合金孕育劑灰鑄鐵強化 機制研究
發布時間:
2016-03-21 00:00
來源:
《金屬加工(熱加工)》
1.背景
我公司生產的WP12氣缸體技術要求:A型石墨片長4~6級,珠光體含量≥98%,鑄件本體抗拉強度≥220MPa。由于WP12氣缸體結構復雜,且取樣位置壁厚49mm左右,屬于高強度薄壁復雜鑄件,連續生產中鑄件本體性能不穩定,當鐵液碳當量達到3.9%以上時,采用現有Cu-Cr-Ni-Sn合金化工藝的WP12氣缸體本體金相組織石墨片長僅能達到3級,抗拉強度僅能達到200MPa,無法滿足技術要求。圖1為WP12氣缸體。
圖1 WP12氣缸體
2.試驗方法及過程
采用沖天爐和工頻感應電爐雙聯熔煉,沖天爐用于熔化鐵液,感應電爐用于保溫和調質。沖天爐出鐵溫度1500~1530℃,電爐保溫溫度1430~1460℃。爐前處理試驗用新型高強合金孕育劑加Cu-Cr-Sn合金化工藝。試驗過程中采用同一爐鐵液,其化學成分如表1所示。高強合金孕育劑、鉻鐵及錫粒在爐前隨流加入澆包內,高強合金孕育劑加入量分別為0.3%、0.4%、0.5%、0.6%,根據硅含量要求補充相應的硅鋇孕育劑,滿足試驗的鑄件硅含量一致,并在澆包內加入電解銅進行合金化處理,鑄件澆注溫度1400~1410℃,每組澆注兩臺。高強合金孕育劑從長春南湖爐料有限公司購買,其化學成分如表2所示。

用SPECTRO MAXx直讀光譜儀分析鐵液化學成分,OLYMBUS-GX51型金相顯微鏡對鑄件本體石墨形態、基體組織、珠光體片間距等顯微組織分析。采用SANS-XYB305C型微機控制電子萬能拉伸試驗機測試鑄件本體抗拉強度,HB—3000型布氏硬度計檢測硬度,抗拉強度檢測按照JB/T7945—1999標準進行。
氣缸體澆注完成清理后,取WP12氣缸體第四瓦口做成拉伸試棒進行理化分析,如圖2所示。因該處是氣缸體強度最容易偏低的位置,該位置為最厚部位,且為內澆口位置,凝固冷卻條件相對較差。試驗WP12氣缸體本體試樣化學成分如表3所示。

圖2 WP12氣缸體取樣位置

2.試驗結果及分析
(1)鑄件金相組織 由圖3、圖4金相組織分析,當高強合金孕育劑加入量在0.5%以下時,石墨形態為A型,金相組織中出現了一些粗大塊狀的石墨。加入量在0.5%時石墨較細小,且分布均勻,無方向性。各試樣珠光體含量均在98%以上,500倍光學顯微鏡下觀察,高強合金孕育劑加入量在0.5%時試樣的珠光體更均勻,珠光體片間距細小。這說明隨著高強合金孕育劑加入量的增加,有助于灰鑄鐵石墨形態及基體組織的改善,金相組織的改善能夠提高鑄件力學性能。
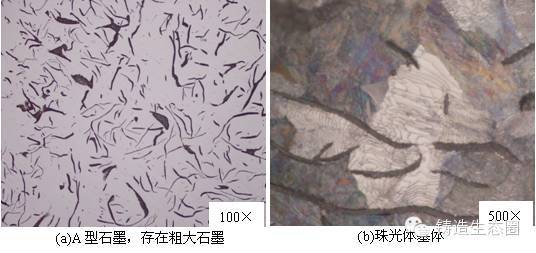
圖3 高強合金孕育劑加入量0.5%以下的鑄件本體金相組織
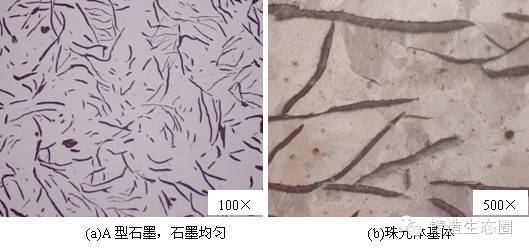
圖4 高強合金孕育劑加入量0.5%的鑄件本體金相組織
(2)鑄件力學性能 表4為不同高強合金孕育劑加入量時,WP12氣缸體本體的力學性能,我公司WP12氣缸體澆注工藝為臥澆,導致氣缸體下瓦口的冷卻速度較上瓦口慢,性能較上瓦口低,我們僅取下瓦口的性能進行比較。由表4可看出,隨高強合金孕育劑加入量的增加,鑄件本體抗拉強度提高,硬度相應提高(在技術要求范圍內)。當孕育劑加入量為0.5%時,鑄件抗拉強度達到245MPa,相同條件下Cu-Cr-Ni-Sn合金化工藝的WP12氣缸體本體抗拉強度下瓦口為210MPa,高強合金孕育劑工藝鑄件性能提高30MPa以上。當孕育劑加入量為0.6%時,加入量過高,孕育劑量過剩,會對鐵液產生不良影響(降低鐵液溫度,形成鑄件夾渣缺陷等),導致鑄件力學性能下降。

對比分析不同爐前處理的WP12氣缸體抗拉強度趨勢(如圖5所示),發現采用(Cu-Cr-Mo-Sn)合金化工藝和0.5%高強合金孕育工藝的WP12氣缸體本體抗拉強度較(Cu-Cr-Ni-Sn)合金化工藝的高,但采用(Cu-Cr-Mo-Sn)合金化工藝的鑄件抗拉強度雖然高,但波動較大,影響鑄件加工性能,而采用高強合金孕育的鑄件抗拉強度波動小,所以采用高強合金孕育能夠穩定提高鑄件本體力學性能。

高強合金孕育劑工藝較Cu-Cr-Ni-Sn合金化工藝的區別在于應用中去掉了合金Ni,但高強合金孕育劑中釩的強化作用優于鎳,且高強合金孕育劑中添加了稀土、鋯、鈣,降低孕育劑的衰退,孕育性增強。當灰鑄鐵中釩的加入量在0.3%以下時,釩的作用為可以有效地使石墨細小并使珠光體增多,對于厚大截面的鑄件,加入釩可使整個截面上的組織較為均勻,從而提高鑄鐵的強度。
灰鑄鐵中加入合金元素來提高強度的主要機理表現在:①細化石墨和共晶團。②增加基體中珠光體的含量,并使珠光體的片間距細化。③提高滲碳體的熱穩定性,防止珠光體在高溫下分解。④生成碳化物或含合金元素的硬化相。圖6為各種常用合金元素與灰鑄鐵抗拉強度之間的關系,由圖可見,灰鑄鐵中加入少量的釩即可顯著提高鑄件性能。

3.高強合金孕育劑的作用機理
高強合金孕育劑中含稀土元素Ce,其孕育機理一般認為是由于稀土元素和鐵液中的S、O反應生成稀土硫化物、氧化物和氮化物微粒,這些微粒可作為石墨的形核基底,由于這些微粒的熔點高于鐵液溫度,因此,稀土孕育的形核數量不僅多而且抗衰退時間長,因而能確保孕育效果,使石墨更加細小,從而提高強度。當稀土元素加入量適中時,稀土表現出較強的孕育能力,促進石墨的析出。但稀土對灰鑄鐵的石墨化能力具有雙重影響。稀土本身是反石墨化元素,它能使鑄鐵的共晶點右移,以降低鑄鐵的共晶轉變溫度,提高鐵液的共晶轉變的過冷度,促使鐵液結晶。鐵液冷卻速度越快,其反石墨化作用越強烈。根據我公司WD615氣缸體的生產經驗,爐前處理稀土硅鐵的加入量控制在0.05%~0.1%時,氣缸體試棒抗拉強度最高,增加稀土硅鐵的加入量,試棒抗拉強度降低。WP12氣缸體加入0.05%~0.1%稀土硅鐵稀土含量在0.0070%~0.0012%。高強合金孕育劑加入量0.5%時,稀土含量為0.0109%在最佳控制比例內,孕育效果較好。
珠光體基體的改善是孕育劑中的合金釩起了重要作用,在凝固過程中,鑄鐵中的釩有相當一部分以碳化物、氮化物及碳氮化物狀態析出。高熔點的碳化物、氮化物及碳氮化物等微小硬質相在鐵素體相界面析出,有效的阻止了鐵素體晶粒的長大,使基體中的珠光體細化。同時,厚大截面的鑄件,加入釩可使整個截面上的組織較為均勻。
鑄鐵中釩的存在有以下三種狀態:①固溶于α-Fe中。②二次碳化物析出相。③一次塊狀碳化物。相關研究表明,鑄鐵中釩分布在α-Fe、滲碳體、碳化物及氮化物中,氧化物中幾乎不含釩。
釩與碳、氮具有很強的親和力。鑄鐵中含碳量較高,在各溫度范圍內均可形成碳化物,同時,鑄鐵中存在一定的氮,在形成釩的碳化物的同時,也易形成氮化物和碳氮化物。在凝固過程中,鑄鐵中的釩有相當部分以塊狀的碳化物、氮化物以及碳氮化物狀態析出。凝固結束后,隨溫度的降低,釩的溶解度逐漸下降,促使在冷卻過程中不斷有含釩碳化物析出,彌散分布在鑄鐵基體中,從而起到彌散強化作用,提高鑄鐵的強度。日本巖手大學的堀江浩等人的研究表明:加入1%釩時的灰鑄鐵抗拉強度高達400MPa。
結語
(1)高強合金孕育劑加入量在0.5%以下與加入量在0.5%的鑄件本體石墨形態大都為A型,基體組織為98%珠光體,孕育量0.5%以上時,石墨變得細小、均勻,珠光體組織的均勻性得到改善。高強合金孕育劑加入量在0.5%時WP12氣缸體本體抗拉強度最高,相同條件下較Cu-Cr-Ni-Sn合金化工藝穩定提高30MPa。
(2)高強合金孕育劑中的稀土元素和釩元素在提高鑄鐵強度方面有重要作用,稀土元素能夠改善鑄鐵中石墨數量、形態、分布,釩能夠在灰鑄鐵中形成微小硬質相,細化珠光體,從而提高鑄鐵強度。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號