
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
發動機下缸體低壓鑄造水冷工藝研究
發布時間:
2016-07-22 00:00
來源:
2016 重慶市鑄造年會論文集
1 前言
本文研究的發動機下缸體是我公司自主開發的一款具有完全自主知識產權的直列四缸汽油發動機,該發動機具有高性能、低排放、低油耗、低噪音等優良特性。該款發動機將缸體分為上缸體和下缸體兩部分,上缸體和下缸體螺栓連接形成曲軸室。目前國內外下缸體鑄造生產多采用壓鑄工藝生產。由于鑄件自身結構限制,同時考慮到低壓鑄造有設備投資少、工藝出品率高、方便不同產品切換等優點,我公司下缸體采用低壓鑄造工藝生產。低壓鑄造工藝有一個不足就是模具溫度高,鑄件凝固和冷卻速度慢,單件生 產周期長。目前汽車行業競爭非常激烈,如何很好的控制成本是所有車企都非常重視的一個問題。從鑄造工藝角度來看,提高有效產出是一個很好的降低成本途徑。影響有效產出的兩個主要因素是合格率和生產節拍。經過前期的優化和改 進,現在下缸體毛坯合格率已穩定在 96%以上,用提高合格率的方式來降低成本已經沒有太大的經濟性可言。不過可從縮短單個鑄件生產周期入手來降低生產成本。在低壓鑄造的金屬型模具 中使用水冷工藝,可以有效縮短鑄件結晶凝固時間,提高鑄造生產效率。在模具上加工水冷系統,在設備上增加一套水冷循環系統,通過控制 冷卻水的開閉時間、溫度、流量等參數來控制模具溫度,提高冷卻速率,實現生產效率的提升。
2 模具水冷結構
在對模具結構進行優化時,需滿足以下幾個方面的要求:
(1)增加水冷之后,需要繼續保證鑄件自上而下的凝固順序,并消除局部熱節。
(2)模具壽命不能降低。模具長期受到冷卻水和鋁水的冷熱交變作用,產生的冷熱交變應 力長期作用在模具上會明顯影響模具壽命。
(3)模具水冷管路不被水垢堵塞。
(4)若模具偶然產生裂紋或冷卻管開裂,保證冷卻水不會滲入模具型腔和進入模具下側保溫爐,并且能夠及時發現泄漏。目前在金屬型鋁合金鑄造生產中應用水冷的方式主要有兩種:一種是在模具 內增加冷卻管路。該方式冷卻水直接與模具本體接觸,冷卻能力強,在模具需要大面積冷卻或模具整體溫度平衡時使用;另一種是點冷,多設置在型芯內,冷卻能力相對較弱,主要作用是避免型芯過熱或消除局部熱節。經過綜合考慮,在不改變模具其它部分的基礎上,僅在上模增加銅板,銅板內開設冷卻管道,如圖 1。

銅板冷卻整個上模,對上模的冷卻比較均勻;銅板只冷卻上模,不影響鑄件自上而下的凝固順序;水冷卻銅板,銅板緊貼模具,銅板在水和模具之間起緩沖作用,降低模具冷熱交變的速度和程度,減輕冷熱交變應力對模具壽命的影響;銅熱導率高,塑性好,不易發生冷熱交變應力開裂;冷卻用水采用工業純水,不易在冷卻管 路內結垢;冷卻銅板易更換;冷卻銅板安裝在上模后不覆蓋,一旦少量漏水,水遇到高溫的模具迅速汽化,易發現。
3 設備水冷系統
3.1 水冷系統結構
為了保證生產的連續性和穩定性,水冷系統采用內外兩個循環系統,整體結構如圖 2 所示。 內循環冷卻水采用工業純水,流動順序是由水泵從循環水灌抽出并提供壓力,流經過濾器→熱交換器→電磁閥→調節閥→流量計→模具,模具流出后回到循環水罐。循環水罐開設純水補給管路,由浮子閥控制補給水管路的開閉。管路多處設置溫度傳感器和流量計,以便調節控制水溫和流量,保證工藝的穩定性。在模具冷卻管路前增加一個壓縮空氣管路,待冷卻水關閉時可使用壓縮空氣冷卻模具。內外循環的熱傳遞通過熱交換器實現,外循環把內循環的熱量帶走。外循環使用的冷卻水為工房循環軟水,流量大,溫度恒定。

3.2 水冷控制系統
設計方案時,根據不同的工藝需求,在對冷卻水溫度和流量的控制方式上,考慮了兩種不同的控制方式。一種是通過時間控制,即在某一個時間點開啟電磁閥,經過一段時間后到另一個時間點自動關閉。另一種是通過溫度控制。即鑄造機控制系統根據模具上安裝的熱電偶檢測到的模具溫度為依據,溫度超過某一定值時電磁閥開啟,并控制開啟比例,溫度降低到某一值時電磁閥關閉或調小開啟比例。在本次驗證中,為了更清楚的顯示驗證效果,驗證時冷卻控制方式采 用時間控制。
4 低壓澆注工藝
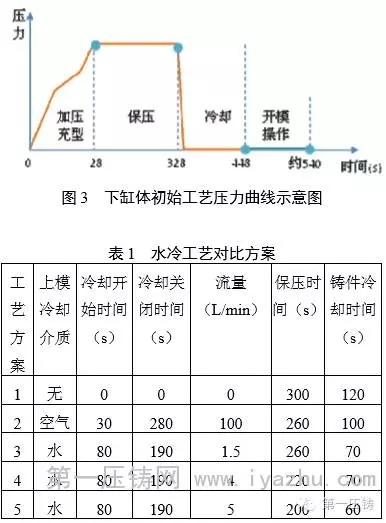
4.1 工藝方案設計與對比下缸體初始工藝壓力曲線如圖 3 所示,模具上模未采用冷卻,加壓時間28s,保壓時間300s,冷卻時間120s,加上操作時間一共約 540s。加壓時間主要跟液面高度有關,由于設備相同,加滿鋁水時液面高度不變,因此工藝設計時加壓時間保持不變,調整冷卻強度以縮短保壓時間和冷卻 時間,具體設計了5 種方案(見表 1)。其中方案1未采用冷卻。方案 2 在上模銅板內增加空氣冷卻,方案 3、4、5 在上模銅板內增加水冷,對以上 5 個方案進行對比驗證和分析。為了減少試驗 的變量,內循環冷卻水進入模具的溫度設為 25℃。
4.2 驗證結果及分析
針對以上 5 種方案,驗證順序從方案 1 到方案 5 逐個驗證。每個方案連續生產 10 件。根據現場生產經驗,一般模具連續生產 5 件以后模具 溫度基本平衡,每更換一種方案后,前 5 件不計數,第 6 件開始計數,再連續生產 10 件,并檢查記錄后 10 件鑄件質量。經對 50 件驗證進行外 觀檢查和內部質量檢查,均符合質量檢查標準, 全部為合格件。 對比方案 1 和方案 2,增加空氣冷卻后,工藝 時間由 420s/件變為 360s/件,單件生產時間縮短 1 分鐘,可以看出增加空氣冷卻對縮短節拍是有幫助的。對比方案 3 到方案 5 的水冷時間和流量 是逐漸增加的,同時工藝時間也是逐漸降低的。 方案 5 的冷卻時間最長,流量最大,工藝時間也最短。對比方案 2 和方案 5,由于冷卻介質的不同,冷卻時間和流量都有很大幅度的降低,但冷 卻效果卻明顯增加,工藝時間由 360s/件變為 260s/件,工藝時間明顯縮短。方案 1 和方案 5 對比冷卻效果更明顯,工藝時間由 420s/件變為 260s/件,單件生產時間縮短 160s。
5 結論
通過在上模增加冷卻銅板,銅板內增加水冷系統,可以得到以下結論:在鑄件結構允許的前提下,金屬型低壓鑄造采用水冷工藝可以有效縮 短鑄造過程的保壓時間和冷卻時間, 生產效率明 顯提高。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號