
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
潮模砂流水線生產球鐵橋殼 鑄造工藝經驗分享
發布時間:
2016-07-18 00:00
來源:
《金屬加工(熱加工)》
一、概述
橋殼是車橋安裝主減速器、差速器、半軸及輪的裝配基體,是重型汽車的關鍵零部件之一,且需求量大,主要有沖焊橋殼和鑄造橋殼。中國重汽濟南鑄鍛中心承擔著公司鑄造橋殼的生產任務,原采用簡易樹脂砂線生產,存在著效率低、勞動強度大,毛坯表面質量差,以及尺寸一致性差等問題。2010年投資建設橋殼潮模砂生產線,該生產線采用HWS靜壓線;配有型砂質量在線檢測系統的愛立許強力混砂機;DISA精拋機和懸鏈式水簾噴漆、烤漆線;配備兩臺 C1210機械手用于去除澆冒口,兩臺160L冷芯機、砂芯存儲立體庫,帶電磁橋式起重機與電磁配秤自動稱量加料車的15t中頻感應電爐、澆注機,以及自動取芯、下芯機。
該線生產HC和AC系列的載重汽車鑄造橋殼,本文重點介紹AC橋鑄造橋殼潮模砂鑄造工藝開發的特點及經驗,與大家分享。
二、AC16橋鑄造橋殼的結構特點及鑄造工藝設計問題
國內現有球墨鑄鐵橋殼潮模砂鑄造工藝很多,有采用暗冒口無冷鐵工藝、暗冒口加冷鐵工藝,也有采用保溫冒口或保溫冒口加冷鐵工藝等。
AC16橋殼產品結構如圖1所示,重約190kg,輪廓尺寸為1558mm×419mm×276mm,材質為ZQQT-1,要求本體性能強度和延伸長率高。該橋殼軸頭為一段式結構,裝配簡單、牢固。為減輕橋殼本身重量,板簧座兩側設計了減重空腔。這種橋殼結構的特殊性為鑄件工藝設計帶來很大難度,板簧座截面清晰地顯示(見圖2),掏空結構將板簧座的熱節分散在不集中的位置,而且掏空位置需要設置砂芯,這決定了冒口無法設置在最佳補縮位置。

圖1 鑄件結構
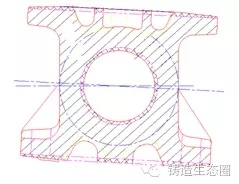
圖2 板簧座截面
經過產品結構分析,結合生產線條件,設計了一箱兩件整體式冷芯盒樹脂砂芯的生產方案,工藝設計在板簧座兩側掏空位置使用不同結構的覆膜砂芯,冒口選用雙側暗冒口,鑄造工藝布置如圖3所示。
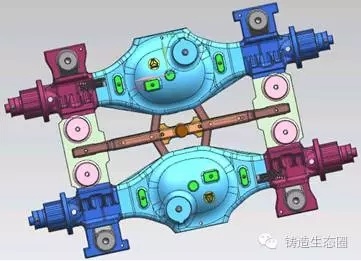
圖3 工藝布置方案
工藝設計完成之后組織工裝制作,通過試生產,發現該鑄造工藝存在以下問題:
(1)板簧座部位存在縮松缺陷,如圖4所示。

圖4 板簧座宿松缺陷
(2)砂芯尺寸大,制芯效率低,生產難度大。砂芯工藝結構如圖5所示。

圖5 砂芯工藝結構
三、 問題分析及改進方案
品質和效率是企業生存的根本,針對試生產中發現的上述問題,先期策劃小組進行了全面分析。
1. 板簧座縮松問題
對于板簧座縮松問題,分析可能兩方面原因:①熔煉澆注溫度過高,球化后殘留鎂過高。②冒口補縮效果不好。
對試生產時的澆注溫度、化學成分進行分析,超過1400℃的起澆溫度和超過0.07%的殘留鎂(質量分數)可能是造成縮松的原因。同時解剖產生縮松一側的冒口,該側冒口呈飽滿狀態,說明沒有補縮效果。
綜合考慮以上幾種原因,我們決定將澆注溫度控制在1360~1390℃,同時減少球化線喂絲量,將殘留鎂含量控制在0.06%以下。并針對冒口的補縮防止制訂了以下三種試驗方案。
方案一:兩側暗冒口更換為保溫冒口。
方案二:采用板簧座縮松位置頂部放置保溫發熱冒口,如圖6所示。
方案三:加高內側暗冒口高度,取消外側冒口,同時外側配合使用冷鐵,如圖7所示。
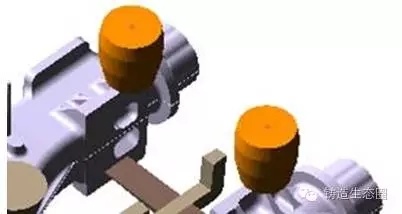
圖6 頂部使用發熱冒口

圖7 加高冒口及配合冷鐵
按照先前分析、設計的方案,分別組織每種方案的試生產驗證,對每種方案生產的鑄件按照同一位置解剖,解剖結果見圖8。
圖8 鑄件解剖結果對比
2. 砂芯工藝結構改進
(1)減小砂芯尺寸的工藝設計 鑄件補縮工藝改進之后砂芯上不再設置冒口,因此砂芯尺寸可以減小。參照鑄造工藝設計手冊內砂芯設計理論,重新計算了砂芯定位芯頭所需的尺寸,將砂芯尺寸減小至180 mm×75 mm×142 mm。
(2)板簧座砂芯通用的工藝設計 橋殼板簧座兩側均有3°斜,砂芯的成形表面帶有與之相配合的角度,這樣給板簧座左右兩側的砂芯通用帶來很大的難度。但是如果將鑄件成形所需的角度設計在芯頭的定位面,取代砂芯成形表面的角度,下芯之后通過芯頭定位面的角度可以得到鑄件的結構,這樣只需將砂芯翻轉,即可實現左右兩側板簧座的通用。
(3)砂芯防錯結構的設計 砂芯通用之后為預防下芯錯位,導致鑄件結構錯誤的問題,通過在芯頭的背面設計一凸臺結構,該結構既可防止砂芯下錯,又可防止砂芯因定位面的而導致的砂芯滑動。改進前后的鑄造工藝分別如圖9、圖10所示。
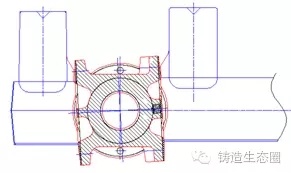
圖9 改進前的鑄造工藝
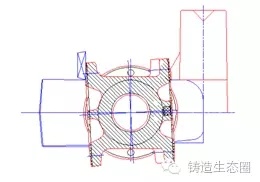
圖10 改進后的鑄造工藝
通過暗冒口配合外冷鐵的工藝設計,鑄件板簧座位置的縮松缺陷得到完全消除。砂芯工藝尺寸優化之后,實現工裝工藝布置增加到一盒三件,提高制芯生產效率,減輕砂芯重量,降低了材料消耗,節約了生產成本,降低了生產難度。
結語
通過工藝設計改進,成功完成了AC16球球墨鐵橋殼潮模砂流水線鑄造工藝開發工作。在該工藝開發過程中試驗了不同的鑄件補縮方式,最終冒口配合外冷鐵的補縮方式體現了對解決橋殼縮松缺陷的良好作用。而且通過砂芯工藝改進,確保了該產品的生產效率,節約了生產成本,充分體現了潮模砂流水線生產AC16球墨鑄鐵類橋殼的生產效率高、鑄件品質高、一致性好等優點。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號