
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
砂處理系統精細化管理 拋出一塊磚
發布時間:
2016-06-29 00:00
來源:
《金屬加工(熱加工)》
我公司鑄造部門主要生產發動機缸體、曲軸、飛輪,材質為HT250、QT-700。產品種類包括3GA,28K,53K,后期新增11L、10L產品,屬于典型的多品種混線生產。
2015年以來,我公司面臨著嚴峻的形勢:產量減少,雙班制改為單班制;生產品種需求不固定,各種產品生產數量比例變化大,型砂控制難度加大;人員流動大,熟練工減少;切入新產品、新工藝,設備模具改動大,產品質量難把控。在此情況下,要保證質量,減少成本,必須進一步對砂處理、系統、造型線等進行精細化管理。下文主要闡述砂處理系統針對更高質量要求做出的改進。
1.目前面臨的新問題
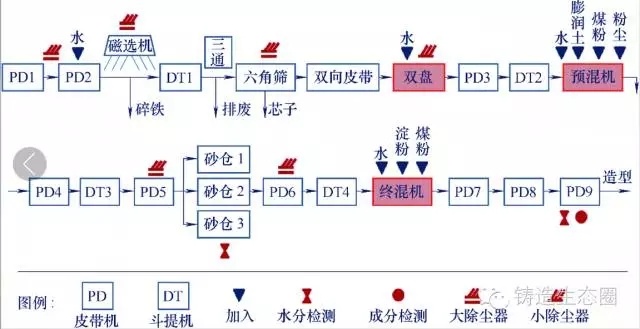
我廠采用80t砂處理線,砂處理設備工藝流程如圖1所示,型砂性能檢測要求見表1。

2015年至今,砂處理面臨的質量相關新問題:
(1)雙班制改單班制,夜班不生產,白班生產初期型砂干燥,溫度低;雙盤不加水,造成型砂水分低,粉塵損失比正常狀態大。
(2)新產品的切入,引入快澆理念,對型砂強度、含水量穩定性、輔料均勻性等要求提高。
2.砂處理新增質量控制點
(1)增加1號皮帶加水 舊工藝中,僅2號皮帶加水。當夏季高溫時,皮帶降溫不足,導致雙盤冷卻器自動補水超量,型砂偏濕,預混機相應不加水,則輔料混制效果不好,型砂質量差。增加2級皮帶加水則有效控制進入雙盤冷卻器砂溫,減少雙盤降溫壓力,從而間接使進入預混機的型砂水分≤1.9%。
(2)改善低溫下雙盤不加水問題 取雙盤入口溫度傳感器信號,串入聲光報警裝置,當溫度低于雙盤加水最小溫度值時報警。操作者手動開啟野風閥,從而減少粉塵損失量。
(3)改善預混機加水問題 原有設計中,預混機適合大量加水,據統計,改造雙盤冷卻器之后,預混機加水需求量最小3L,最大不超過10L。澆水量<5L時,誤差較大(見圖2)。超差1.9L時,對系統水分的影響為:1.9Lх1kg/L÷2200kgх100%=0.8%。工藝理想狀態是將水分偏差控制在0.5%。
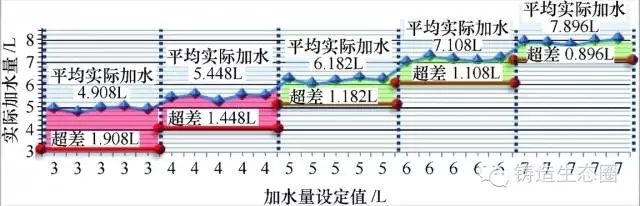
圖2 混砂機實際加水偏差
因此對加水系統進行改造,增加減壓穩壓閥,定期進行水量檢測并校正。
(4)混砂機輔料系統改善 表2為輔料加入要求,新建廠時使用的輔料螺旋給料機(見圖3),參數見表3。
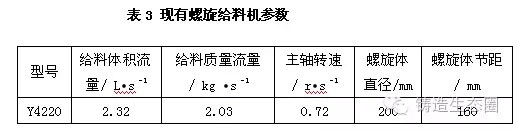
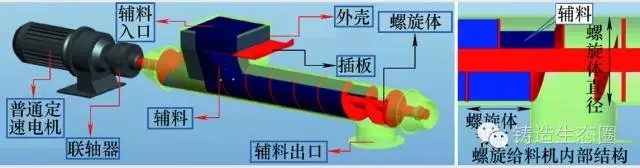
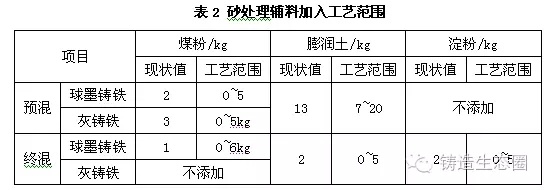
圖3 螺旋給料機結構
經過仿真并計算, 每一節距內最大輔料體積為4.02L。考慮填料系數0.8,每圈給料量:4.02L/r*0.8=3.22L/r,以煤粉為例(煤粉密度0.63kg/L),此螺旋給料機在間斷的情況下,最大控制精度為3.22L/r×0.63kg/L=2.03kg/r,不能滿足工藝對煤粉加入量的要求。
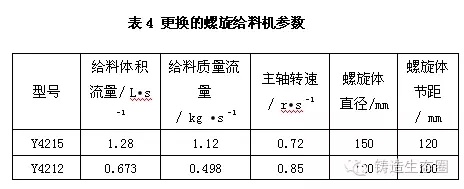
為此,我們決定對螺旋給料機(見表4)進行更換,選擇精度更高的螺旋給料機,并增加變頻器對加料速度進行控制。
(5)穩定型砂參數措施 由于我廠采用一條生產線生產多種鑄件,澆注不同產品,型砂參數也有變化,造型完畢后回用砂有如下幾種:①灰鑄鐵用砂。②球墨鑄鐵用砂。③未澆注型砂,各自有不同特點:如澆注球墨鑄鐵用砂煤粉含量大于澆注灰鑄鐵用砂,未澆注型砂輔料未燒損,重復加入輔料則型砂參數超標。
措施一:掌握澆注后舊砂參數規律。經過長期追蹤分析,同類鐵液不同產品之間舊砂參數基本相同,球墨鑄鐵舊砂相對于灰鑄鐵舊砂煤粉含量高0.1%。
措施二:新增型砂種類反饋系統,與造型主機信息掛鉤,同步顯示在砂處理操作室內:①便于砂處理針對不同品種的型砂調整各種輔料的加入值。②便于提醒未澆注的型砂回到砂處理,砂處理及時應對,減少對應輔料加入量。
措施三:加入型砂的系統粉塵由大小除塵器分別收集,除塵點不同,兩臺除塵器收集的粉塵內膨潤土、煤粉的含量不同,加入系統中效果不同。對大小除塵器中粉塵參數進行測定:得出如下結論:大小除塵器粉塵中有效膨潤土含量不同,不應同時應用。單獨使用小除塵器中粉塵時根據參數相應補入膨潤土。同時,粉塵中失效部分不宜過多,當失效部分>50%時,舊砂進行排廢處理。
(6)提高檢測頻率 原工藝中型砂質量控制點少,頻率也不足。結合實際要求,增加質量控制點(見圖4),并提高原有控制點的檢測頻率。
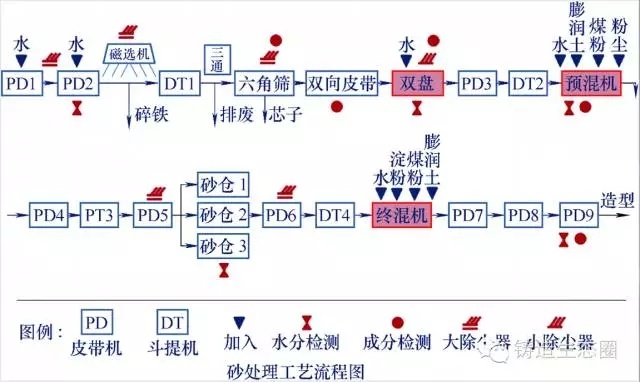
圖4 改進后的砂處理工藝流程
3.下一步計劃
鑄造設備是工藝保證的基礎,沒有優秀的設備,以及良好的設備管理、保養,很難保證鑄件質量,更難談得上鑄造水平的提高。想鑄造更高質量的產品,就必須依賴更高質量、更高精度的設備。下一步我廠打算采用高質量混砂機及在線檢測系統,來進一步提高型砂質量穩定性。
4.其他問題
鑄造行業高污染、高噪聲、粗放型生產的狀態亟待改善。隨著鑄造企業招工難,環保要求的更加嚴格,以及勞動者職業保障要求的不斷提高,企業必須減少排污,降低噪聲,減少粉塵,否則將面臨國家環保政策的制約,甚至關停。
在這方面,我公司已進行了噪聲治理改造項目,進行了大量的投入,改造效果很好。之后在粉塵的治理上也將加大投入,這里不進行詳細闡述。
5.結語
鑄造產品質量的提升是企業利潤的保證,鑄造缺陷的產生關系到設備、工藝、操作等各個方面,既綜合又復雜。我廠推進鑄造的精細化管理,目的就是穩定鑄造產品質量,從而提高鑄造水平。本文僅對砂處理系統闡述了管理的重點和改造的方向,作為拋磚引玉,旨在為鑄造業同行提供一些啟發。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號