
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
一文全解覆膜砂
發布時間:
2016-04-22 00:00
來源:
定義:在造型、制芯前沙粒表面已覆蓋有一層固態樹脂膜的型砂、芯砂稱為覆膜砂,也稱為殼型砂。
覆膜砂具有良好的流動性和存放性,用它制作的砂芯強度高、尺寸精度高,便于長期存放。
1. 我國于1997年制定的鑄造用覆膜砂機械行業標準(JB/T8583-1997),規定了覆膜砂的分級及牌號表示方法:
1.
1.1鑄造用覆膜砂按常溫抗彎強度分級
2.
| 級別代號 | 8 | 7 | 6 | 5 | 4 | 3 |
| 常溫抗彎強度/MPa≥ | 8 | 7 | 6 | 5 | 4 | 3 |
1.
1.2鑄造用覆膜砂按灼減量分級
2.
| 級別代號 | 20 | 25 | 30 | 35 | 40 | 45 |
| 灼燒減量(質量分數,%)≤ | 8 | 7 | 6 | 5 | 4 | 3 |
鑄造用覆膜砂的牌號表示如下:
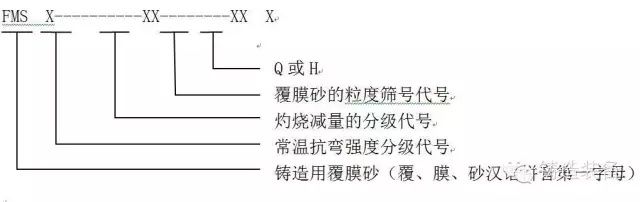
x2.覆膜砂的特點
與其他樹脂砂相比,覆膜砂具有以下特點:
1.
2.1 具有適宜的強度性能,既可制成高強度的殼芯覆膜砂,又可制成中強度的熱芯盒覆膜砂,也可制成低強度非鐵合金用覆膜砂;
2.
2.2流動性好,制出的型(芯)輪廓清晰,組織致密,能夠制造復雜的砂芯,如缸蓋、缸體水套芯;
2.3砂芯表面質量好,少上或不上涂料,就可以得到較好的鑄件表面質量,表面粗糙度可達Ra=6.3~12.5um,尺寸精度可達CT7~CT8級;
2.4潰散性好,鑄件容易清理;
2.5砂芯抗吸濕性強,存放時間長,有利于貯存、運輸及使用;
2.6缺點是:成本較高,能耗較大,在造型、制芯及澆注過程中會產生刺激性氣味,在高溫、高濕季節長時間貯存可能產生結塊等。
3. 覆膜砂的貯存
3.1覆膜砂如放在密封良好的容器或袋中,在室溫(≤20℃)的干燥條件下,可長時間保存,最長不超過5個月;
3.2實際生產中一般不具有上述保存條件。覆膜砂應用雙層袋(內塑料袋,外編織袋)包裝,存放在干燥、通風條件好的庫房內,下層最好用木板支墊,木板下通風,以保證砂不受潮、不結塊。如結塊不嚴重的,可將其搗碎,經篩分后繼續使用。
4 覆膜砂的分類
4.1 普通類覆膜砂
由石英砂、熱塑性酚醛樹脂、烏洛托品和硬脂酸鈣組成。適用于一般鑄鐵件。
4.2 高強度低發氣類覆膜砂
是普通覆膜砂的更新換代產品,通過加入有關添加劑和采用新工藝配置而成,其強度比普通覆膜砂高30%以上,發氣量也明顯降低,適用于生產復雜精密鑄鐵件。
4.3 高溫類覆膜砂
在高溫下具有強度高、耐熱時間長的特性,適用于生產汽車發動機缸體、缸蓋、集裝箱角等復雜薄壁鑄鐵件。
4.4 易潰散類覆膜砂
具有較好的強度,同時具有優異的低溫潰散性能,適用于生產有色金屬鑄件。
4.5 其它特殊要求覆膜砂
為適應不同產品的需要,開發出了系列特種覆膜砂如:離心鑄造用覆膜砂、激冷覆膜砂、濕態覆膜砂、防粘砂、防脈紋、防橘皮覆膜砂等。
5 覆膜砂使用過程中常見的缺陷、產生原因及解決措施
| 序號 | 缺陷名稱 | 產生主要原因 | 解決措施 |
| 1 | 脫殼 | 模具設計不合理,芯盒溫度不均勻,使低溫部位強度偏低而脫殼;覆膜砂熔點低,固化速度慢,熱強度偏低 | 改善模具結構,使溫度分布均勻;選用熔點高、固化速度快、熱強度高的樹脂,加入提高固化速度的促硬劑 |
| 2 | 型(芯)表面疏松 | 射芯壓力過高或過低,模具排氣不暢,模具由于分盒面間隙大而跑砂,覆膜砂流動性差或透氣性差 | 選用合理射砂壓力,改善排氣系統,防止憋氣;采用變形小的材料作芯盒;選用流動性和透氣性好的覆膜砂 |
| 3 | 型(芯)變形、斷裂 | 模具受熱不均勻,或型芯壁厚差異大,造成冷卻時收縮不一致;采用了固化收縮率大的樹脂;接芯叉子變形或砂芯存放不平;覆膜砂高溫性能差;澆注壓力大 | 改善模具結構;使溫度分布均勻;采用成型托盤存放砂芯;采用固化收縮率下的樹脂;采用耐高溫低膨脹覆膜砂;改進澆注系統 |
| 4 | 穿芯 | 砂芯局部強度低或疏松,結殼厚度薄 | 調整射砂壓力;改善排氣系統;改善模具結構,使溫度分布均勻;選用熔點高、固化速度快、熱強度高的樹脂,加入提高固化速度的促硬劑 |
| 5 | 鑄件氣孔 | 型芯排氣不暢;樹脂砂發氣量大或發氣速度不合適;砂芯固化不徹底 | 改善排氣系統,提高排氣效果;選用粒形集中度高或較粗的原砂;采用低發氣覆膜砂;采用比強度高的樹脂,降低樹脂用量 |
| 6 | 鑄件粘砂 | 原砂SiO2含量低;型芯表面不致密 | 調整射砂壓力,改善芯盒排氣效果,使砂芯表面更致密;采用耐高溫覆膜砂或鋯砂覆膜砂 |
| 7 | 鑄件內部縮松 | 覆膜砂中的樹脂在高溫下燃燒產生的熱量,減緩了鐵液的凝固速度,導致縮松 | 采用激冷類覆膜砂;在殼型芯內放置冷鐵 |
| 8 | 鑄件表面不良 | 酚醛樹脂在高溫下生成光亮碳漂浮在鐵液表面,凝固時鑄件表面產生皺皮 |
加入質量分數2%左右氧化鐵粉,采用熱導率高的原砂;殼芯表面刷涂料;覆膜砂中添加特殊輔料 |
覆膜砂芯的質量除了砂芯的幾何形狀、尺寸精度、表面質量與殼層厚度之外,還要通過觀察砂芯顏色來檢查砂芯的固化情況。正常的情況是,砂芯外表應為均勻的黃褐色,中心為淡黃色,過燒時外表呈褐色乃至黑色,硬化不足時外表呈黃色,中心為白色。
6 覆膜砂型芯性能測試方法
取樣方法:覆膜砂的樣品應由同一批量的百分之一袋中選取,但最少不得少于3袋,總質量不得少于5公斤;如果從外觀來看,對一部分的覆膜砂品質發生疑問,應對它單獨取樣。
6.1熔點
殼型覆膜砂在熱的作用下,是涂覆在沙粒外表面的酚醛樹脂開始軟化溶結,將沙粒粘結在一起的溫度稱為覆膜砂的“熔點”,用℃表示。
6.2常溫抗拉強度
覆膜砂的抗拉強度系指其硬化并冷卻至室溫時,“8”字形抗拉強度式樣在外力作用下破壞所需的最大拉應力,用MPa表示。
6.3常溫抗彎強度
覆膜砂的抗彎強度系指其抗彎試樣在外力作用下破壞時所需的最大彎曲應力,以MPa來表示。
6.4熱態抗拉(抗彎)強度
覆膜砂的熱態抗拉(抗彎)強度是指覆膜砂的型(芯)試樣受熱硬化后,在熱態時測得的抗拉(抗彎)強度,用MPa表示。
6.5 粒度
細砂(70/140篩號),粗砂(50/100篩號)
6.6灼燒減量
覆膜砂的灼燒減量表示其中可燃和可揮發物質的總量。
6.7發氣量
用專用儀器測量1g砂灼燒后的發氣量
6.8 流動性
7 砂芯存儲
7.1將自檢合格的砂芯依次擺放于砂芯小車的托盤上,砂芯間要留有間隙,防止砂芯損壞,具體可根據各個不同產品的專用作業指導書要求操作。
7.2 庫房砂芯存儲遵循先進先出原則;
7.3 砂芯庫房要求:溫度≥20℃,濕度≤60%;
7.4熱芯存放時間一般要求:2小時~15天。
8 砂芯烘烤
8.1 要求烘箱內部溫度均勻;
8.2 一般烘烤工藝:
溫度 180℃,烘烤時間 15分鐘
烘烤后砂芯要求,表面為黃褐色,中心為淡黃色,內部不準有冷砂存在;
8.3 烘烤時間過長,過燒時外表呈褐色乃至黑色,影響砂芯強度,并在鑄件上容易出現粘砂。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號