
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
冒口位置對鑄件質量的影響 避免接觸熱節
發布時間:
2016-04-21 00:00
來源:
《金屬加工(熱加工)》
冒口設計對鑄鋼件的內在質量起著非常重要的作用,在鋼液凝固的過程中,體積會有顯著的縮小,體積收縮時所需鋼液要從冒口中獲得,因此冒口設計時,必須充分考慮冒口比鑄件凝固晚,冒口內要有充足的鋼液補充鑄件,鑄件與冒口間要形成順序凝固。
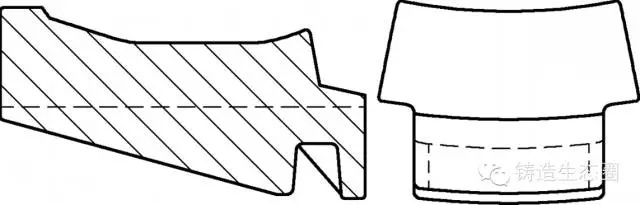
在生產實踐過程中,相同鑄件由于冒口放置的位置不同,會對鑄鋼件的內在質量產生較大影響,下面以圖1所示鑄件進行分析。鑄件質量GC=770㎏,材質ZG275—485H,鑄件化學成分為:wC=0.20%,wSi≤0.5%, wMn=1.0%,wS≤0.035%,wP≤0.035%。鑄件整體模數MC=5.95cm。生產方式采用水玻璃石英砂重力鑄造。
工藝方案1:采用φ400mm冒口,高度500mm,冒口模數MR1=7.12cm,冒口完全和鑄件接觸,此時鑄件模數MC1=6.52cm,冒口容積63.2 dm3,冒口鋼液重量為430㎏,鑄件工藝出品率為64.2%。采用此方案生產,澆注后采用人工搗冒口進行干預,鑄件切割冒口時鑄件無縮孔出現,經UT檢測,鑄件中心部位存有缺陷。對鑄件進行精加工,并對加工表面進行噴砂處理后,在鑄件的中心部位出現縮松缺陷(見圖2)。

工藝方案2:采用φ400mm冒口,高度500mm,冒口模數MR2=7.12cm,冒口不完全和鑄件表面接觸,此時鑄件模數MC2=6.25cm,冒口及補貼所需鋼液重量為437㎏,鑄件工藝出品率為63.6%。鑄件切割冒口后無縮孔,經UT檢測未發現異常,對鑄件精加工,并對加工表面經噴砂處理后,無任何缺陷。
兩種工藝方案的冒口完全相同,出品率相近,方案1鑄件存有縮松缺陷,方案2無缺陷,下面通過CAE模擬、冒口補縮效率、熱節圓法及模數法對這兩種工藝方案進行分析,找出問題存在的原因。
1.CAE模擬分析
鑄造設計中的計算機輔助工程軟件(CAE)是分析和優化鑄造工藝的重要工具,它以鑄件充型、凝固過程數值模擬技術為核心,對鑄件的成形過程進行工藝分析和質量預測,從而協助工藝人員完成鑄件的工藝優化。通過鑄造CAE進行純凝固模擬分析(不考慮澆注系統充型對凝固的影響),發現方案1鑄件出現嚴重縮孔,且縮孔深度幾乎達到鑄件厚度的一半(見圖3);方案2鑄件無缺陷(見圖4)。CAE模擬計算鑄件凝固時間,方案1鑄件完全凝固歷時14894s,方案2鑄件完全凝固歷時12183s,在鑄件凝固時間上,方案2明顯比方案1短。
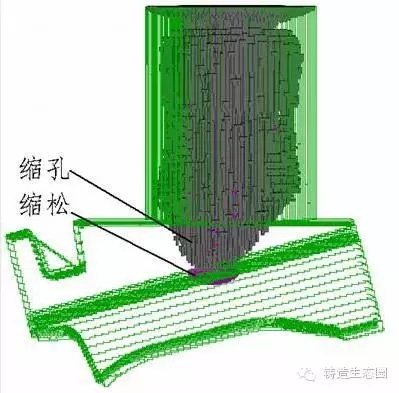
圖3 方案1模擬效果
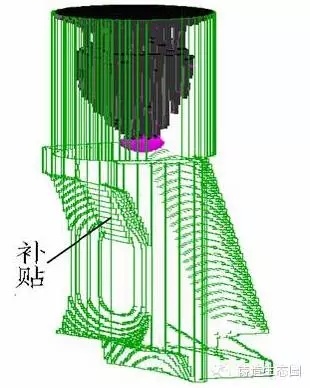
圖4 方案2模擬效果
2.冒口補縮效率分析
對兩種方案進行冒口補縮效率驗算,鑄鋼件澆注溫度1560℃,根據含碳量和澆注溫度對碳鋼體收縮影響(見圖5)及合金元素對鑄鋼件體收縮率ε影響(見附表),計算出鑄件的體收縮率ε=4.77%。
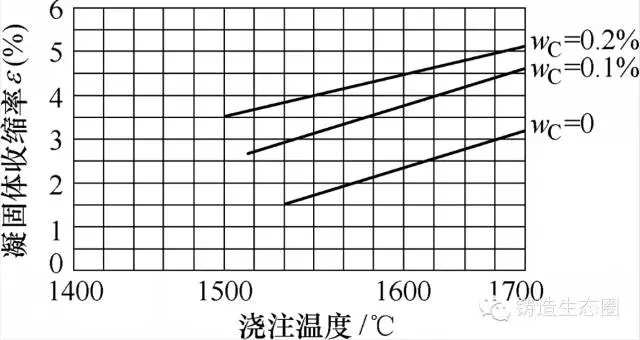
圖5 含碳量和澆注溫度對碳鋼體收縮率的影響

因方案1鑄件與冒口相互影響較大,鑄件凝固時間延長明顯,取ε1 =6%;方案2鑄件和冒口相互影響較小,取ε2 =5.5%,根據冒口補縮公式
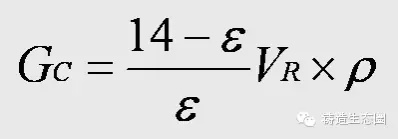
GC —冒口最大能補縮鑄件重量;
ε —鑄鋼件的體收縮率(%);
VR —冒口體積;
ρ —鑄鋼件密度,取7.8㎏/dm3。
計算出:
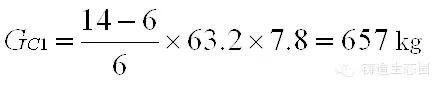

通過冒口補縮效率分析,方案1中,鑄件GC=770㎏,GC1明顯低于GC,可以認定方案1鑄件冒口補縮能力不足;方案2中,鑄件GC=776,GC2和GC重量接近,在不實施其他工藝措施的情況下,鑄件僅會出現輕微縮孔,但在實際澆注過程中,通過補澆冒口、澆注系統階梯設置等方法,基本上可以滿足致密鑄鋼件的工藝要求。
3.熱節圓法分析
在不考慮放置冒口的情況下,鑄件最大熱節圓直徑為294mm,方案1將冒口放置在鑄件的熱節處,放置冒口后,鑄件的實際熱節圓直徑增大到422mm,造成鑄件熱節大于冒口直徑;方案2將冒口放置于鑄件的非熱節處,冒口偏離鑄件最大熱節,沒有造成鑄件熱節增大,有文獻稱方案1形成的熱節為“接觸熱節”,鑄件的凝固方式為“幾何順序凝固”,方案2鑄件的凝固方式為“動態順序凝固”。
通過熱節分析,方案1鑄件熱節大于冒口直徑,不可能形成從鑄件到冒口的順序凝固,方案2冒口直徑大于鑄件熱節,可形成鑄件與冒口的順序凝固。
4.模數法分析
方案1鑄件模數MC1=6.52cm,冒口模數MR1=7.12cm,冒口擴大系數?1=MR1:MC1=1.09;方案2鑄件模數MC2=6.25cm,MR2=7.12cm,?2=MR2:MC2=1.14。根據模數法設計冒口原則,冒口擴大系數取值為1.1~1.2,顯然方案1冒口擴大系數偏小,不利于形成順序凝固;方案2冒口擴大系數在取值范圍內,可以形成順序凝固。
通過幾種方式分析,證明方案1會有縮孔出現。在生產過程中,對于這種較大的冒口,澆注時一般不一次完成澆注,在鋼液上升到冒口的一定高度后,再對鑄件進行補澆冒口,鑄件澆注完成后,采用搗冒口的方式,不斷破壞冒口結晶過程形成的晶核,使晶核脫落后不斷進入鑄件內,這種方式對冒口補縮效率提高是明顯的,但同時也損失了冒口的熱量,有可能造成冒口與鑄件后期凝固部分形成同時凝固,或造成冒口與鑄件接觸部位早于鑄件厚大部位凝固,使鑄件形成二次縮孔,因此生產致密度高的鑄件時最好不進行搗冒口操作。
結語
通過生產實踐及幾種方式的工藝分析,在偏離熱節處放置冒口,可以避免形成接觸熱節,能夠有效減少鑄件的縮孔、縮松缺陷,顯著提高鋼液利用率。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號