
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
發熱保溫冒口在大型鑄鐵件上應用 有效遏制縮松
發布時間:
2016-04-21 00:00
來源:
《金屬加工(熱加工)》
大型、厚壁高鉻合金鑄鐵件在鑄造工藝中采用發熱保溫冒口并配合發熱覆蓋劑的工藝方法,旨在加強冒口的補縮效果,防止鑄件出現縮松、粘砂等質量缺陷,對發熱保溫冒口推廣應用有借鑒意義。
我公司專業生產渣漿泵已有20多年的歷史,其泵類產品的核心過流部件(葉輪、蝸殼、前后護板等)材質采用高抗磨蝕、耐腐蝕的高鉻合金,以適應電廠除灰、脫硫,江河清沙疏浚,以及礦山選礦等輸送顆粒漿體的磨損、腐蝕工況條件。
在生產實踐中,一般壁厚的高鉻合金鑄件,在鑄造中采用普通砂型冒口即可滿足鑄件的補縮要求。但隨著高鉻合金零部件結構壁厚加大或結構限制,尤其是制作大型挖泥泵過流部件時,普通砂型冒口的補縮效果很差,縮松、開裂、粘砂和滲漏問題嚴重,造成成品率很低,損失很大。由此大型鑄件的縮松、開裂等問題成為一個亟待解決的課題。
新型的發熱保溫冒口和發熱覆蓋劑對鑄件補縮效果顯著,但其在高鉻合金材質的鑄造工藝過程如何操作,如何在鑄造過程中與其他要素有機結合,需要我們摸索實踐。
1. 高鉻合金鑄造特性
高鉻合金鑄鐵件屬于白口鑄鐵,由于材質結晶溫度范圍寬,在凝固過程中易形成晶粒粗大,其鑄造性能差,收縮量大,熱導率低,脆性大,在鑄造中易出現熱裂和冷裂傾向,以及縮孔、縮松等缺陷。
2. 發熱保溫冒口和發熱覆蓋劑特性
發熱保溫冒口是用絕熱材料、發熱材料制作的冒口套。澆注時冒口中的發熱材料放出的熱量對進入冒口中溫度較低的金屬液加熱,隨后冒口中的保溫材料開始燃燒、絕熱,減少了金屬液的熱量散失,延緩了冒口中金屬液的凝固時間。
發熱覆蓋劑在鐵液澆注完后覆蓋于明冒口表面,能有效地隔絕金屬液通過冒口上表面散熱,由此實現對鑄件的長時間補縮。
3.實施技術內容
為強化對大型高鉻鑄件的補縮效果,我們對發熱保溫冒口配合發熱覆蓋劑新技術、選型計算方法進行了詳細的了解,結合高鉻合金材質的特點,經過多次反復摸索試驗,制定了工藝方案和實施步驟,取得較好的效果。
(1)冒口的選型 計算鑄件模數、鑄件凝固所需的金屬液量,根據冒口模數法計算出所需冒口的模數,通過實踐,取冒口模數為鑄件模數的1.3~1.5倍。要考慮鑄件材質、結構、溫度梯度,以及壓力條件和金屬液處理情況等,確定補縮距離。結合部件結構確定冒口的樣式規格、數量及放置位置。
高鉻鑄件材質體收縮大,鑄件凝固所需補縮量多,在冒口設計時要考慮冒口對鑄件的充分、有效補縮,即冒口設計時要盡量大。但由于其屬于脆性材料,冒口增大,可導致鑄件的應力增大,易產生裂紋缺陷。因此,冒口設計的合理性非常重要。
(2)實現鑄件的順序凝固 若要避免鑄件出現縮松、縮孔等鑄造缺陷,就要實現冒口處金屬液比鑄件晚凝固,冒口要有足夠的金屬液用來補縮鑄件,存在冒口至鑄件的補縮通道,實現順序凝固。如對于大噸位鑄件,采用雙澆注系統,確保在澆注時間和工藝溫度內實施澆注鐵液。
(3)二次點冒口 在現場一次澆注鐵液后,發現鐵液量不夠補縮,冒口出現空洞。由此制定措施,在澆注半小時后進行二次點冒口澆注,即二次對所有冒口進行補澆鐵液,維持鐵液的補縮量,以此保證補縮的效果。
(4)采用發熱覆蓋劑 在鐵液澆注完后,將發熱覆蓋劑覆蓋于明冒口表面,有效地隔絕金屬液通過冒口上表面熱輻射、熱對流,減小熱傳導,可增大冒口的安全距離。同時長時間的保溫,可強化補縮,也有利于鑄件中的氣體析出和夾雜物的上浮,而獲得健全的鑄件,降低廢品率。
(5)配置耐高溫涂料 發熱保溫冒口發熱量高,熱作用時間長, 通常在砂型表面采用的鋯英粉涂料不能承受高溫燃燒,從而燒壞鑄件砂型,易在鑄件表面產生嚴重粘砂現象,造成現場清理非常困難。由此選用專門配置的含鋯量大、防滲透性能好的耐高溫涂料來解決這一問題。
(6)配加易割片 在冒口底部放置易割片,澆注后的冒口可錘擊敲掉,以減少切割和打磨等清理時間和費用。
4.應用效果
(1)在大型船用泵部件中,蝸殼輪廓尺寸達5200mm×1200mm,壁厚110mm、鑄件毛重15t,樹脂砂造型。為減小冒口尺寸,工藝設計采用10套FR300發熱保溫冒口加發熱覆蓋劑,設置雙澆注系統,并配以其他輔助措施,工藝補縮效果顯著,避免了縮松、縮孔和粘砂現象。
大型蝸殼冒口設置如附圖所示。
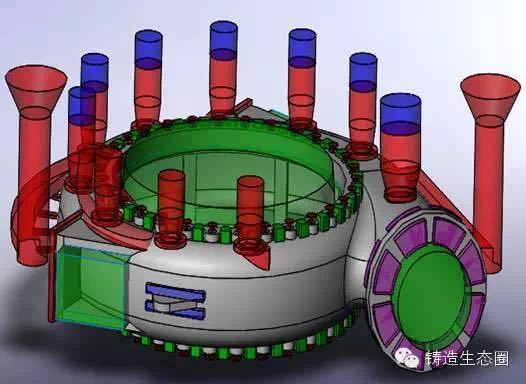
大型蝸殼冒口設置圖
(2)在大型脫硫泵蝸殼鑄造工藝中,其材質為我公司研制的抗磨、耐腐蝕的高鉻合金材質,其體收縮大,趨于糊狀凝固,鑄造工藝性很差,容易產生微觀縮松缺陷,造成很多滲漏點,若采用砂型冒口。則無法解決蝸殼打壓滲漏的技術難題。為此,我們對鑄造工藝進行了優化,澆注系統通過保溫邊冒口向型腔內引入鐵液,在蝸殼砂芯內部放置了10個Φ150mm小型發熱冒口,對下箱鑄件進行補縮。在上箱設計了10個小型發熱冒口,且在出口段放置了一個FR300大型發熱冒口,對上箱內鑄件進行補縮,并澆注后期加入覆蓋劑,配以其他工藝措施,有效地遏止了鑄件內部產生微觀縮松缺陷,對防止蝸殼的打壓滲漏效果理想。
通過多次試驗驗證,總結發熱保溫冒口配合發熱覆蓋劑的使用規律,形成了定型工藝,為生產大壁厚、大熱節高鉻合金鑄件提供了行之有效的鑄造工藝方法。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號