
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
新型環保造型材料在減速器殼體鑄件上的應用
發布時間:
2022-05-12 09:16
來源:
(1. 山東旭光得瑞高新材料股份有限公司,山東德州,251500;2. 西安理工大學材料學院,陜西西安,710048)
摘要:減速器殼體鑄件在粘土砂鑄造過程中,表面粘砂和縮松(孔)缺陷十分常見。本文將新型環保造型材料與均衡凝固有限補縮技術相結合,獲得了良好的技術質量效果,達到了批量穩定生產。
關鍵詞:減速器殼體,縮松,粘砂,夾砂,綠色環保,潮模砂
Application of New Environment-friendly Molding Materials on Reducer Housing Castings
HAN Ai-cheng1;LI Xi-shi1;LI Qing-song1;LI Xiao-fei2
(1. Shandong Xuguang Derui High-tech Materials Co., Ltd, Dezhou, 251500;2. School of Materials Science and Engineering, Xi’an University of Technology, Xi’an 710048, China)
Abstract: , The surface burning-on and dispersed shrinkage are very common defects of reducer housing casting produced by the green sand mould, This article combines a new environment-friendly modeling materials with the proportional solidification and limited feeding technology, the good quality reducer housing casting is obtained,and the massive and stable production is realized.
Key Word: Reducer housing; Dispersed shrinkage; burning-on; Scab; Environmental protection; Green sand
1. 前言
縮松、縮孔是鑄造生產中常見的鑄造缺陷。縮孔(松)是鑄件在冷凝過程中收縮,得不到金屬熔液的補充而產生的孔洞,形狀不規則,孔壁粗糙,一般位于鑄件的熱節處[1]。減速器殼體具有一個環形熱節和多個分散熱節,連接熱節部位的結構壁厚較薄,易形成縮孔、縮松缺陷。同時減速器殼體結構比較復雜,對粘土砂的性能要求非常嚴格,否則易形成粘砂、結疤、砂眼等缺陷,用新型環保造型材料謂之“鑄元素”混制的粘土砂透氣性好,緊實度均勻,成型性好,抗粘砂、結疤能力強,使用過程型砂性能穩定,而且不添加煤粉,綠色環保無污染,是一種性能優良的潮模砂造型材料。為了獲得表面成形質量高,內部致密健全的減速器殼體鑄件,本文將“鑄元素”新型材料與均衡凝固有限補縮原理[1]相結合,獲得了理想的技術質量效果。
2. 鑄造工藝及補縮設計
減速器殼體具有回轉體結構,上下兩個大法蘭,法蘭厚度約40mm,外側設置6個較厚的加強筋,幾何熱節較多,內部為階梯式變徑空腔,屬于結構復雜中小件。為方便機器造型,澆注位置選擇大法蘭朝上,以大法蘭上平面為分型面。為實現大流量快速對稱充型,采用封閉式澆注系統和“T”型隨形環形澆注系統。采用兩個離心式集渣冒口和中心側冒口對鑄件進行補縮,依據均衡凝固3f法設計冒口尺寸,設計方法詳見文獻[1],同時遵循冒口離開熱節又靠近熱節的補縮原則,將冒口頸設置在兩筋之間。一箱1件,鑄件結構和鑄造工藝如圖1所示。
鑄件材質為QT450-10。鐵液澆注質量約為

收稿日期:
作者簡介:韓挨成(1968-),內蒙古呼和浩特人,助工,主要從事鑄鐵生產技術方面的工作,電話:13465332779
0kg,澆注時間約10s,上箱高度為30cm。按大孔出流理論設計澆注系統各單元面積和尺寸。具體計算過程如下:
① 直澆道壓頭H=30cm。
② 澆注系統截面比為。
③ 四單元澆注系統μ1=0.50~0.65,μ2=0.50~0.65;μ3=0.45~0.60,本文選取μ1=μ2=0.50;μ3=0.45,求得:
④ 計算內澆道實際出流壓頭h3及平均壓頭hp。
通過測量可以得到,c=15.5cm,代入可得:
⑤ 計算澆注時間τ。
澆注時間τ為8s~13s,本文選擇10s。
⑥ 計算內澆道截面積A3。
內澆道界面形狀為37/39mm×13mm梯形。
⑦ 分別計算直澆道和橫澆道截面積A1和A2。
a. 橫澆道截面積:
取橫澆道截面形狀為24/30mm×20mm梯形;
b. 直澆道截面積:
直澆道直徑為Φ39mm。
3. 新型環保造型材料“鑄元素”的性能特點
“鑄元素”材料是由多種有機和無機物組分相互關聯的復合物,通過各組元間的合理優化、組合,使“鑄元素”型砂具有優異的使用性能[2]。潮模砂主要技術指標列入表1。砂型在試驗過程中燒損少,回用性好,利用天然植物材料,取代煤粉,不但降低了廢氣排放量,還能吸附各種煙氣和粉塵,無毒、無煙、無味,徹底優化和解決了鑄造車間環境差的老大難問題。主要性能特點[3]:(1)加入量比普通的粘土砂減少30%以上;(2)型砂韌性好,起模性能優良;(3)流動性好,便于充型緊實;(4)保水性好,防風干失去強度;(5)由于加入量少,相應含水低,可防止氣孔產生;(6)舊砂含泥量減少,新砂加入量減少,含芯砂1%
表1 鑄元素潮模砂主要技術指標
濕壓強度(kPa) |
110-160 |
緊實率% |
32-36 |
透氣性% |
100-140 |
|
劈裂強度(kPa) |
30-40 |
水分% |
3.0-3.6 |
有效土含量% |
6-8 |
|
酌減量% |
3-4 |
發氣量ml |
11-22 |
舊砂溫度℃ |
≤40℃ |
|
含泥量% |
11-13 |
舊砂水分% |
1.5-2 |
型砂粒度AFS% |
58-64 |
以上的舊砂就可完全實現芯砂代新砂(不加新砂);(7)有效解決了大量使用覆膜砂,三乙胺冷芯砂給砂型造成的脆性;(8)抗粘砂,結疤能力強;(9)型砂高溫性能穩定;(10)不含有害元素硫,球鐵鑄件表面不產生畸變石墨,明顯減少片層石墨;(11)復用性好,可長時間保持低加入量;(12)減少粉塵和澆注時煙氣的污染;(13)澆注后型砂落砂性能明顯改善。這些性能特點為高質量球墨鑄鐵減速器殼體件的生產提供了有力的物質保障。
4. 減速器殼體鑄件成形質量綜合分析
使用新型綠色環保造型材料“鑄元素”生產的減速器殼體液壓鑄件,落砂后表面粗糙度低,鑄件多處拐角無粘砂現象,拋丸后的鑄件表觀狀態如圖2所示。可以看出,鑄件成形質量較高,表面輪廓清晰完整,拐角及冒口頸根部均無粘砂缺陷,這主要與型砂發氣量適中,蓄熱系數較大,抗粘砂能力強有關。粘土砂型砂中用“鑄元素”代替普通的膨潤土和煤粉可以使粘土砂具有良好的均勻性、韌性、流動性、高溫穩定性和均勻的緊實度及循環使用性能穩定性等優異的綜合性能,這在保證粘土砂鑄件拐角處型砂抗拉強度和密度的同時,還有助于避免鑄件在該處產生粘砂、沖砂和結疤缺陷。
鑄件經拋丸清理后,在冒口頸根部未發現縮孔縮松缺陷。另外,對缺陷敏感部位進行解剖,也未在熱節部位發現縮孔縮松缺陷。在工藝試驗期間,共生產60件,抽檢18件,合格率達到100%。工藝出品率約達64%。正式投產后,成品率達到98.6%,現已達到批量生產。
使用鑄元素生產的中小鑄件外觀質量好,不僅消除了鑄件粘砂、沖砂、結疤缺陷,而且綠色環保,節能減排,綜合成本下降5%~10%,選擇“鑄元素”新型環保粘土砂造型材料是鑄造企業保質增效的首選鑄造材料,值得推廣使用。

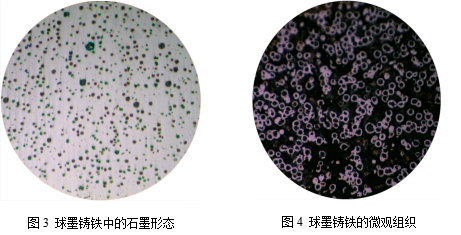
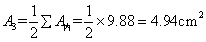
金相觀察發現,使用鑄元素的粘土砂型生產的減速器殼體鑄件,球化級別2級,石墨大小7級,石墨球細小,分布均勻,珠光體數量12.1%,碳化物數量1.7%,微觀組織如圖3和圖4所示,抗拉強度465MPa,經過加工試驗鑄件無任何鑄造缺陷,各項技術指標均達到客戶的技術要求,已經開始批量穩定生產。
另外,在鑄件表面,沒有發現表層畸變石墨的出現,這主要是鑄元素型砂不含有害元素硫有關。使用“鑄元素”的粘土砂型,鐵液在澆注過程中,沒有煤粉的燃燒而帶來的空氣污染,也沒有煤粉中的S與Mg結合而產生的MgS。對于球墨鑄鐵而言,鎂的化合物減少了,對改善球墨鑄鐵表層衰退石墨起到了關鍵的作用。
5. 結論
(1)采用均衡凝固有限補縮設計方法和原則及大孔出流設計理論,可以有效的消除殼體件縮孔縮松缺陷,達到批量穩定生產。
(2)使用“鑄元素”新型環保造型材料的粘土砂緊實度均勻,成型性好,生產的減速器殼體鑄件落砂性好,拐角及凹面處無粘砂,具有良好的表面成型質量和較低的清理成本。
(3)使用鑄元素生產的中小鑄件不僅外觀質量好,而且綠色環保,節能減排,綜合成本下降5%~10%,選擇“鑄元素”新型環保粘土砂造型材料是鑄造企業保質增效的首選鑄造材料,值得推廣使用。
參考文獻:
略
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號