
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
球鐵基體鑄件多種焊補工藝組織及性能分析
發布時間:
2022-05-12 10:23
來源:
(濰柴重機股份有限公司 大缸徑材料成型中心,山東 濰坊 261001) (Weichai Heavy Machinery Co.,Ltd.,Weifang Shandong 261001,China)
摘 要:鑄鐵是機械工業中應用非常廣泛的材料,在生產中由于各種原因,經常會產生鑄造缺陷,因此,鑄鐵的焊補成為很普通、很重要的技術,并且鑄鐵是焊接工作中較為難焊的材料之一,本文采用手工電弧焊、電火花堆焊、熱焊(氧-乙炔焊)、貼片電阻焊、精密焊補等五種焊補工藝對球鐵基體鑄件進行焊補,分析了其宏觀形貌、金相組織和力學性能,為焊補工藝的選擇提供實踐基礎。
關鍵詞:金相組織;抗拉強度;焊補;球鐵
Abstract:Cast iron is a very widely used material in the machinery industry. Due to various reasons, casting defects often occur in the production. Therefore, welding repair of cast iron has become a very common and important technology, and cast iron is one of the more difficult materials to weld. In this paper, five welding processes including manual arc welding, EDM surfacing, thermal welding (oxygen-acetylene welding), patch resistance welding and precision welding are used to repair nodular iron matrix castings. The macroscopic morphology, metallographic structure and mechanical properties are analyzed, which provides a practical basis for the selection of welding repair process.
Key words: metallographic structure; strength of extension; weld up; ductile iron
對大型柴油機機體在生產加工過程中,鑄件上出現了許多諸如氣孔、夾渣、裂紋等的鑄造缺陷,這些缺陷會明顯影響到它們的可靠性和使用壽命。出于成本考慮,當缺陷出現在非重要部位時(如柴油機體外表面等部位)常對其進行焊補。鑄件焊補是對缺陷鑄件進行表面處理,在不影響鑄件整體性能的基礎上,以達到客戶的要求。本文探究了幾種不同的焊補方法對鑄件焊補后在組織以及性能的影響。
1 球鐵基體鑄件焊補性分析
球墨鑄鐵的強度比較高,塑性及韌性比較好,焊接接頭的性能需要與母材相匹配,對焊接接頭的力學性能要求比鑄鐵高。其焊補過程的主要問題是熔合區產生白口和焊縫出現裂紋,由于焊補時的冷速大,淬硬組織及硬化相的存在很難保證焊補區與鑄件基體硬度的一致性, 給機加工和使用性能造成不利的影響。因此,焊補時不僅需要選擇合理的焊接方法和合適的焊接材料,還需要制訂合理的焊接工藝措施和操作措施。
2各種焊補工藝的原理介紹:
隨著鑄件修補設備的不斷創新與開發,各種修補工藝趨向于成熟,主要有手工電弧焊、電火花堆焊、熱焊(氧-乙炔焊)、貼片電阻焊、精密焊補等。
1)手工電弧焊:
手工電弧焊是以手工操作的焊條和被焊接件的工件作為兩個電極,利用焊條和焊件之間的電弧熱量熔化金屬進行焊接的方法。電弧冷焊時鑄件不進行預熱,焊接過程也不輔助加熱。
2)電火花堆焊:
冷焊機使用細絲作為修補材料,利用精確控制的高能電弧將專用焊絲熔覆到模具及工件的破損部位,與原有基材牢固熔接,焊后只需打磨拋光的一種冷焊技術。
3)熱焊(氧-乙炔焊):
利用可燃氣體與助燃氣體混合燃燒生成的火焰為熱源,熔化焊件和焊接材料使之達到原子間結合的一種焊接方法。本試驗采用整體加熱,550℃保溫進行焊補,后進行退火處理。
4)貼片電阻焊:
利用電源短路時,在電阻最大值處(保險絲處)瞬間產生一個高溫點(1800℃-2200℃)將保險絲熔斷的原理,使補材瞬間熔化到機體上。
5)精密焊補:
將存儲在電容中的電能通過脈沖電弧的形式瞬間釋放于鎢極和工件之間,溫度極高的電弧使金屬材料和焊絲迅速熔接,形成冶金結合,這種高頻放電、瞬間高溫的原理使得焊后的溫度要小于工件散發的溫度,從而達到冷焊的效果。



a)手工電弧焊 b)電火花堆焊 c)熱焊


d)貼片電阻焊 e)精密焊補
圖1 各種焊補工藝現場施焊
3試驗方案及過程
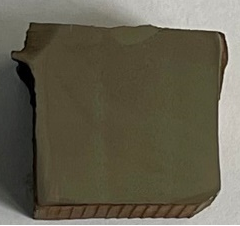
該實驗以QT400為基材,采用手工電弧焊、電火花堆焊、熱焊(氧-乙炔焊)、貼片電阻焊及精密焊補五種焊補工藝,焊補樣塊尺寸如下圖2,所用設備及焊條如下表1。
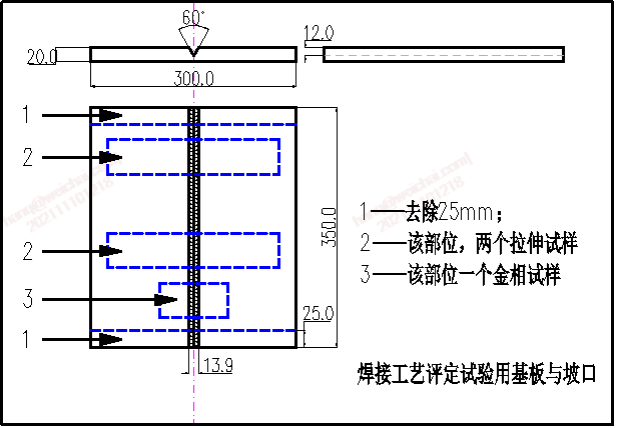


a)CAD圖 b)試塊實物圖 c)焊補后的解剖取樣圖
圖2焊補樣塊
表1 焊補工藝設備及焊條
|
焊補工藝 |
所用設備 |
焊條 |
|
手工電弧焊 |
直流電焊機 |
Z308鑄鐵電焊條 |
|
電火花堆焊 |
電火花堆焊焊補機 |
鎳鉻焊絲 |
|
熱焊(氧-乙炔焊) |
氧氣、乙炔、熱處理爐窯 |
HS403焊絲、CJ201鑄鐵氣焊溶劑 |
|
貼片電阻焊 |
鑄造缺陷修補機 |
鐵碳片 |
|
精密焊補 |
精密補焊機 |
廠家自制高鎳焊絲 |
4試驗結果分析
4.1手工電弧焊
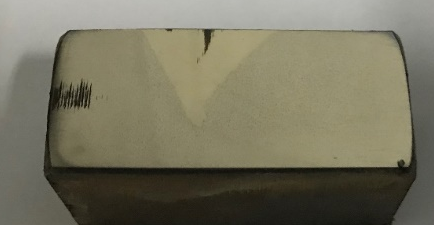
手工電弧焊金相試樣解剖后有咬邊傾向,焊縫根部出現明顯的未焊透缺陷,主要由于尖角位置未打磨光滑造成,手工電弧焊母材和焊材融合情況滿足要求,金相組織較好,但對技能要求較高,易出現咬邊、裂紋等缺陷。見圖3。
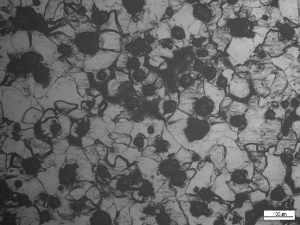
手工電弧焊焊接接頭各區域的金相組織,母材為球墨鑄鐵,靠近焊縫附近的熱影響區組織明顯粗大,焊縫成分以鎳為主。焊接接頭各區域金相組織照見圖4。


等線a)宏觀形貌圖 b)焊縫區域裂紋200X
圖3手工電弧焊焊接區域宏觀形貌圖及焊縫區域裂紋




等線 a)母材 b)焊接熱影響區 c)熔合線 d)焊縫
圖4 焊接接頭各區域金相組織照片100X
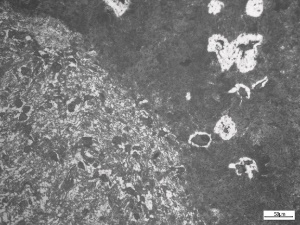
4.2電火花堆焊
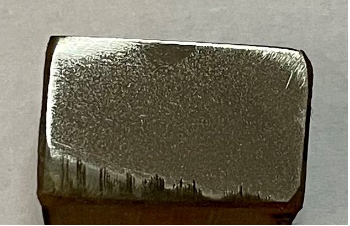
電火花堆焊熱輸入小,成型良好,從宏觀形貌可以看出經過堆焊后對母材幾乎不產生任何影響,焊縫成分以鎳為主,通過金相組織的熔合線發現母材與堆焊層界面明顯,電火花堆焊層宏觀形貌及金相組織見圖5。在實際操作中適用于表面小缺陷的修補,速度較慢。
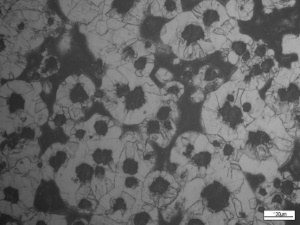
a) 電火花堆焊層宏觀形貌 b)母材 b)熔合線
圖5 電火花堆焊層宏觀形貌及金相組織100X
4.3熱焊(氧-乙炔焊)
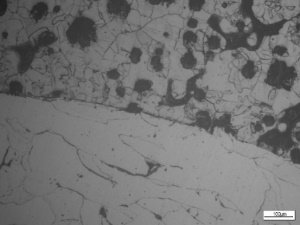
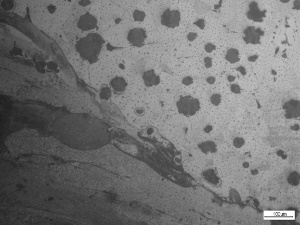
熱焊焊接接頭成型良好,且焊縫與母材顏色差異相對較小,熱焊焊接接頭宏觀形貌見圖6。熱焊焊接接頭金相組織可以分為熔合區與焊縫兩部分,母材組織基本無變化,熔合區中可以看見細小的球狀石墨;與焊縫界面處存在200μm左右的脫碳層,以鐵素體為主;接頭中心區域與灰鑄鐵組織類似,但片狀石墨非常細小,焊接接頭各區域金相組織見圖7。
熔合區金相接近本體,焊接質量評估在這五種工藝中為最優的,但受限于缺陷大小、缺陷位置以及操作技能,同時無法對加工后產品進行焊補。
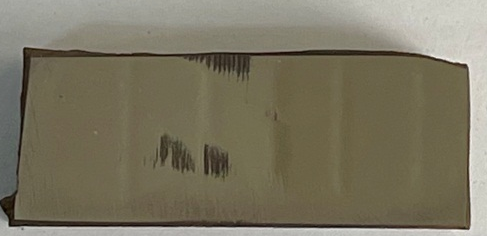
圖6 熱焊焊接接頭宏觀形貌
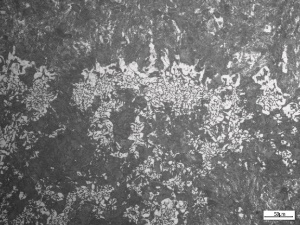

a)母材-熔合區界面 b)熔合區 c)熔合區-焊縫界面 d)焊縫
圖7焊接接頭各區域金相組織照片200X
4.4貼片電阻焊
貼片電阻焊無焊接熱影響區,熔合線明顯,因對焊片一層層試壓焊補,焊縫組織明顯分層。適用于鑄件表面外觀焊補,主要用于加工后無強度及壓力要求的鑄件表面,焊接接頭宏觀形貌及各區域金相組織見圖8。
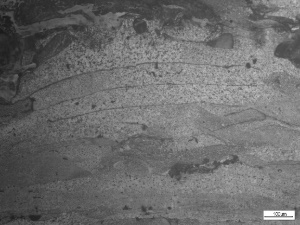
a)貼片電阻焊接頭宏觀形貌 b)熔合線100X c)焊縫100X
圖8焊接接頭宏觀形貌及各區域金相組織照片
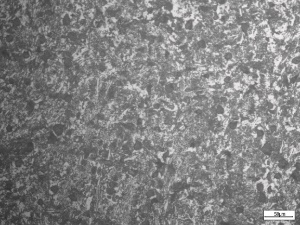
4.5精密焊補
使用精密冷焊機得到的焊接接頭成型良好。焊縫為鎳基合金,不存在熱影響區,對母材無影響,焊縫與母材存在一定程度冶金結合,焊接接頭宏觀形貌、各區域金相組織照片見圖9。此焊補方法對人員操作無特殊要求,現場操作方便。

a)宏觀形貌 b)母材 c)熔合線
圖9焊接接頭宏觀形貌、各區域金相組織照片100X
4.6焊補性能試驗
焊補性能試驗分別采用冷焊、熱焊以及精密焊進行焊接,按照焊接接頭拉伸試驗板狀試樣進行焊接并加工,每種試樣取兩塊進行抗拉性能檢測。制作精密焊試樣時,由于樣板過深精密焊無法直接施焊,焊縫底部使用冷焊打底,所以理論上精密焊性能要略微優于目前的抗拉強度。從抗拉強度試驗結果分析看出,焊縫抗拉強度熱焊>精密焊>冷焊,因貼片電阻焊和電火花堆焊無法制樣,強度最低。
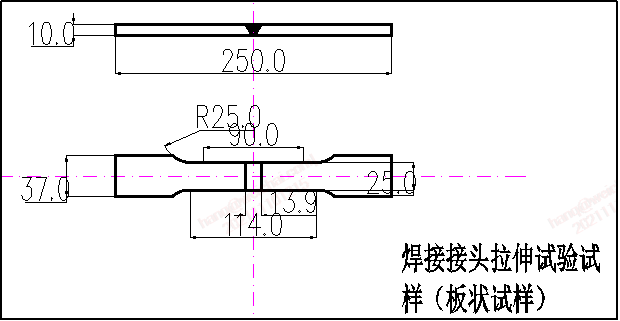

a)二維尺寸圖 b)試棒實物圖
圖10 焊補試樣尺寸
表2 焊補試樣抗拉試驗結果表(單位MPa)
|
熱焊 |
冷焊 |
精密焊 |
|
245/280 |
53/58 |
86/170 |
5 結論
5.1觀察金相組織,五種焊補工藝熱焊焊縫致密,手工電弧焊與精密焊在焊縫內部均存在少量的孔洞類缺陷,母材和焊材融合情況熱焊最好,其次手工電弧焊和精密焊,最差電火花焊,貼片電阻焊存在明顯的組織分層現象。
5.2觀察宏觀組織,五種焊補工藝熱焊色差最小,手工電弧焊和精密焊易出現咬邊問題。
5.3從焊縫抗拉強度上對比,熱焊>精密焊>冷焊,貼片電阻焊和電火花堆焊抗拉強度最低。
參考文獻:略
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號