
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
喂線技術在蠕墨鑄鐵/球墨鑄鐵生產中的開發應用
發布時間:
2022-05-12 11:16
來源:
濰柴重機股份有限公司 大缸徑材料成型中心,山東 濰坊 261108
摘要:隨著鑄造行業的發展、環保要求的提升和高端鑄件產品對性能要求的提高,喂線技術在鑄造行業的應用也愈加廣泛。本文主要介紹了蠕墨鑄鐵/球墨鑄鐵喂線處理設備、喂線材料以及喂線處理的工藝特點及注意事項。
關鍵詞:喂線技術;蠕墨鑄鐵;球墨鑄鐵
Application of Feeding Cored~wire Technology in Vermicular Graphite Cast Iron and Nodular Graphite Cast Iron
XU Jing-feng, ZHANG Min-zhi, LIU Ji-bo, MA Shi-xuan, YANG Shu-xin, QI Peng-chao,XU Ji-zhu
( Weichai Heavy Machinery Co.Ltd Metal Forming Center for Large-bore Engines,Weifang 261001,China)
Abstract: With the development of the foundry industry, the improvement of environmental protection requirements and the improvement of the performance requirements of high-end engine products, the application of wire feeding technology in the foundry industry has become more and more extensive. This article mainly introduces the process characteristics and precautions of the vermicular graphite cast iron/spheroidal graphite cast iron feeding line treatment equipment, feeding line materials and feeding line treatment.
Key Words: Feeding Cored~wire Technology; Compacted graphite iron; Nodular cast iron.
1.喂線技術的發展歷程
喂線技術起源于二十世紀七十年代的煉鋼行業,最初主要應用于鋼的冶煉生產方面,其作用是將密度小、比重輕的Ca元素加入鋼液中,利用Ca的活潑性達到去氧、脫硫、消除氧化鋁的作用,進而降低或去除氧元素、硫元素和氧化鋁對鋼的性能產生的負面影響[1]。其作用機理如下[2]:
Ca +[O]= CaO (1)
Ca +[S]= CaS (2)
XCaO + YAl2O3 = XCaO·YAl2O3 (3)
所生成的氧化物、硫化物以及含Ca的鋁酸鹽的密度遠小于鋼液,進而會以熔渣的形式上浮于鋼液表面與鋼液脫離達到凈化鋼液的目的。
八十年代后期,德國、美國等工業發達國家,開始嘗試將喂線技術應用到鑄造行業。而在當時,鑄造行業廣泛使用的蠕化、球化處理鐵液的方法依舊是沖入法。隨著沖入法的廣泛使用,沖入法的缺點:蠕化、球化效果不穩定,鎂的吸收率低,鎂光煙塵大,工作環境惡劣等問題也不斷暴露,這迫使人們尋求更好的蠕化、球化處理方法來替代沖入法。另外,隨著鑄造行業的發展、產品性能的提升以及環保要求的革新,喂線技術的適用性也逐步得到行業的認可。
2.喂線技術的設備和材料要求
喂線技術應用的設備主要為綜合喂線站,綜合喂線站的主要作用是將特定的包芯線材料,以一定的速度喂入到澆包的鐵水中,同時,將喂線反應過程中產生的煙塵、鎂光集中排放。其結構主要包含喂線數據操控臺、鋼結構、包蓋、包蓋提升機構、喂線系統、送絲架、除塵系統,其結構示意圖如下圖1。
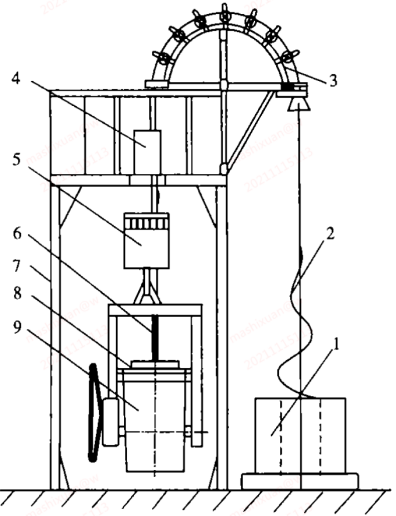
圖1. 典型喂線設備結構示意圖[3]
1.包芯線線圈
2.包芯線
3.導線架
4.喂線機
5.包掛鉤
6.喂線導管
7.處理站
8.包蓋
9.處理包
另外,綜合喂線站根據喂線處理時澆包的狀態分為升降臺式喂線站(如圖2)和吊運式喂線站(如圖3),在實際生產過程中,升降臺式喂線站比較適用于大噸位鐵液的喂線處理,鐵水降溫幅度大,但其安全性較高,生產效率低,;而吊運式喂線站更適用于較小噸位的鐵液喂線處理,其轉運速度更快,鐵水降溫幅度小,生產效率高。


圖2. 升降臺式喂線站 圖3. 吊運式喂線站
喂線處理應用的主要材料是合金包芯線,包芯線是將鎂、稀土、硅等合金元素制成一定粒度大小的粉末,然后利用特定厚度的鋼帶,利用卷包機將這些合金粉末,卷制成直徑為Φ9mm~Φ14mm的鋼卷,其結構示意圖如下圖。
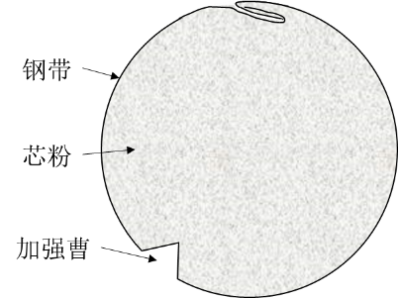
圖4.包芯線結構示意圖
包芯線的種類一般分為蠕化/球化包芯線和孕育處理包芯線,蠕化/球化包芯線又分為低Mg包芯線和高Mg包芯線,一般來講,在實際生產過程中蠕墨鑄鐵的生產選用低Mg包芯線,球墨鑄鐵的生產選用高Mg包芯且包芯線中的Mg含量決定了喂線處理時的反應劇烈程度以及喂線處理時的喂線速度。
3.喂線技術的工藝要素
在對鐵液進行喂線處理時,影響鐵水處理效果的主要因素包括以下幾個方面:
3.1鐵液的化學成分
鐵液的化學成分直接影響蠕化/球化包芯線的加入量,尤其是鐵液中S元素的含量對蠕化/球化包芯線的加入量和最終Mg的殘留量又決定性的影響,另外O元素的含量也會對蠕化/球化包芯線的加入量有一定的影響,其主要作用機理是[2]:
Mg +[O]= MgO (4)
Mg +[S]= MgS (5)
RE +[O]= REO (6)
RE +[S]= RES (7)
由于Mg元素和RE元素對S元素和O元素的親和力遠高于Fe元素和他們的親和力,所以當包芯線加入時,首先會消耗鐵液中的硫和氧,剩余的Mg元素和RE元素才能起到蠕化/球化的作用,所以,鐵液的化學成分對包芯線的加入量有重要的影響。
3.2包芯線的芯劑成分
前文已經提到,包芯線分為低Mg包芯線和高Mg包芯線,在實際生產中蠕墨鑄鐵的生產一般選用低Mg包芯線,芯粉中Mg的含量一般控制在5%~15%;球墨鑄鐵的生產一般選用高Mg包芯線,芯粉中Mg的含量一般控制在15%~30%。除了Mg含量不同外,蠕墨鑄鐵和球墨鑄鐵對稀土含量的要求也不相同,而球墨鑄鐵中根據產品壁厚特點單獨開發了重稀土球化包芯線。
筆者單位根據產品需求開發近10種不同含量包芯線
3.3鐵液處理的溫度
與沖入法、蓋包法等蠕化/球化處理方法相同,鐵液的溫度對喂線處理的效果有較大的影響,因為較高的鐵液溫度會降低Mg的吸收率、加快蠕化/球化的衰退時間。一般來說對于蠕墨鑄鐵件蠕化處理溫度控制在1520℃~1540℃,對于球墨鑄鐵件球化處理溫度控制在1520℃~1540℃,對于較大的鑄件,可適當的提高喂線處理溫度。
3.4喂線速度
喂線速度的控制對蠕化/球化處理效果具有重要影響(如圖5),最佳的喂線速度是當包芯線到達包底時,包芯線鋼帶剛好熔化并把芯粉釋放出來,為蠕化、球化處理提供必要條件,喂線速度過快包芯線容易觸及包底,容易損壞喂線站和澆包,喂線速度較慢包芯線還未到達包底就會熔化容易導致蠕化/球化不均勻。所以過快或過慢的喂線速度都會對蠕化、球化效果產生不利影響。
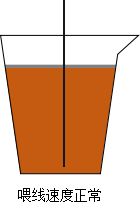
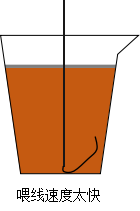
圖5.包芯線的喂線速度選擇
3.5澆包高徑比
澆包的高徑比主要影響Mg的吸收率,較為理想的澆包高徑比為1.5~2:1,較大的澆包高徑比不僅會增大Mg蒸汽氣泡在鐵液中的行程,增加Mg元素與鐵液的接觸時間,提升了Mg的吸收率,同時,較小的鐵液表面積也會減少氧氣與鐵液的接觸面積,避免Mg元素的燒損,進而提升Mg的吸收率。
3.6喂線方式
根據處理鐵液的量和喂線的長度,可以選擇單點喂線和多點喂線,因為當處理鐵液的含量較大、喂線長度較長時,產生的浮渣會較多,導致后期繼續喂線的阻力增大甚至會出現喂不動的現象,所以當喂線長度較長或一次處理鐵水較多時,一般選用多點同時喂線的方式進行喂線處理。為了充分反應,喂線方式(含喂線速度)選擇要合理,保證殘余鎂平穩吸收(如圖6)。
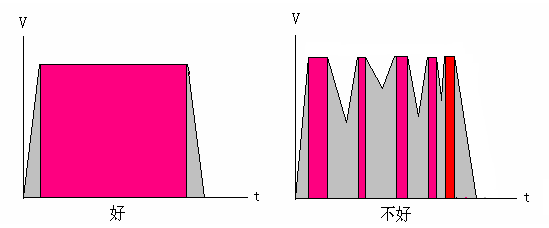
圖6 喂線方式與吸收率關系圖
4.喂線技術在蠕墨鑄鐵和球墨鑄鐵生產中的工藝特點
4.1喂線技術在蠕墨鑄鐵生產中的工藝特點
蠕墨鑄鐵中石墨的顯微組織形貌為蠕蟲狀石墨。在喂線技術誕生之前,綜合性能優異的蠕墨鑄鐵之所以沒有大規模的應用,主要就是受制于穩定生產蠕墨鑄鐵難度較大,因為蠕墨鑄鐵的生產范圍較窄,要求Mg的殘留量控制在±0.04%,所以傳統的鐵水處理方法很難穩定的獲得蠕墨鑄鐵,而喂線技術結合熱分析儀技術較好的解決了穩定生產蠕墨鑄鐵難題。[4,5]
另外,蠕墨鑄鐵中殘余Mg含量相對較低,所以在用喂線技術生產蠕墨鑄鐵時,一般選用含Mg量較低的蠕化包芯線,而且由于包芯線的含Mg量較低,所以喂線處理速度和相對較快,喂線處理時鐵液的溫度也相對較高。
4.2.喂線技術在球墨鑄鐵中的工藝特點
與蠕墨鑄鐵相比,球墨鑄鐵中要求Mg的殘余量較高,較低含量的含Mg包芯線無法滿足喂線球化的處理要求,所以一般選用含Mg較高的球化處理包芯線而且由于球化包芯線的含Mg量較高,喂線處理時球化反應比較劇烈、鐵水飛濺也比較嚴重,所以要求球化喂線處理時的喂線速度較慢,鐵水的處理溫度需要根據一次處理鐵水量進行優化調整,同時為防止在喂線處理過程中鐵水溢出,對澆包上部空余高度也相對較大,一般400 mm ~500 mm。
喂線法生產球墨鑄鐵的過程控制得到保證,減少人為因素,產生渣量減少,降低夾渣缺陷產生幾率。
5.喂線處理的常見問題
(1)喂線技術的應用在設備投入上,相較于其他鐵水處理方法上有一定的成本增加,特別是生產蠕墨鑄鐵需要單獨增加熱分析技術,這也在一定程度上限制了喂線技術生產蠕墨鑄鐵的推廣使用。
(2)喂線技術的應用對包芯線的質量要求較高,不合格的包芯線在喂線過程中不僅會出現斷線、卷線的問題,對蠕化、球化效果也會產生比較大的負面影響,特別是處理較大噸位的鐵液,一定選擇質量過關的包芯線。
(3)喂線站的設計水平也直接影響喂線處理的效果,甚至有時會出現設定的喂線長度和實際的喂線長度不一致的現象,這種情況一定要避免,否則影響產品質量。
6.結束語
(1)喂線技術集成了排塵、消煙、避光系統,極大的改善了生產作業環境,是一種較為環保的蠕化/球化處理工藝。
(2)隨著喂線技術不的斷發展,其工藝穩定性和鑄件性能一致性遠優于沖入法,將逐步取代沖入法生產蠕墨鑄鐵/球墨鑄鐵。
(3)喂線處理設備的可靠性和包芯線質量的穩定性和一致性是對喂線處理的成功與否有重要影響,加強喂線處理設備和包芯線的管控是喂線技術應用推廣的一個重要環節。
7.參考文獻:略
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號