
會員登錄
MEMBER LOGIN
技術論壇
TECHNOLOGY FORUM
發熱保溫冒口在汽車鑄件上的典型應用與分析
發布時間:
2016-05-05 09:52
來源:
鑄造過濾專家、圣泉鑄造材料、鑄造生態圈
汽車鑄件是最早應用發熱保溫冒口的領域之一,最初主要應用在國外汽車鑄件生產中,近年國內汽車鑄件產業迅猛發展,引進、吸收國外先進生產設備、生產工藝,發熱保溫冒口也得到廣泛使用,在明顯提高鑄件質量的同時,鑄造生產企業也取得了可觀的經濟效益和社會效益。
一、發熱保溫冒口功效介紹
1、與傳統隨型砂型冒口相比,發熱保溫冒口具有如下優勢:
(1)有效解決鑄件縮松、縮孔等缺陷,提高鑄件致密度;
(2)明顯降低鑄件夾渣、氣孔等缺陷;
(3)顯著提高冒口的補縮效率和鑄件工藝出品率;
(4)減少冒口清理費用和焊補工作量。
2、發熱保溫冒口作用原理:發熱保溫冒口的作用原理是通過發熱材料的化學反應產生熱量、保溫材料減緩熱量損失的雙效結合,藉以提高冒口內金屬液溫度,延長冒口內金屬液的凝固時間,實現冒口對鑄件的補縮,并有效提高補縮能力。
3、下圖1是測試澆注過程中砂型冒口與發熱保溫冒口的溫度-時間曲線示意圖,從曲線可以明顯看出發熱保溫冒口比砂型冒口能夠有效延長對鑄件的補縮時間。

二、發熱保溫冒口用于不同材質的設計原則
1、應用于球鐵鑄件上(1)球墨鑄鐵的凝固特征:球墨鑄鐵在凝固過程中,由于析出石墨而體積膨脹,且膨脹的大小、出現的早晚,均受冶金質量和冷卻速度的影響,因而有別于其它合金;其凝固過程可分為:一次收縮(primary contraction)、體積膨脹(volume expansion)和二次收縮(secondry contraction)等三個階段。(2)發熱保溫冒口設計原理:根據球鐵鑄件凝固特征,發熱保溫冒口在工藝設計時必須適應球鐵的凝固特征;第一次液態收縮完成前發熱冒口要及時完成對鑄件的液態補縮,而在隨后的石墨析出,體積膨脹之前,冒口頸處金屬液要及時凝固,防止鑄件鐵水反補到冒口中去。(3)發熱保溫冒口工藝參數設計:為實現上述功能,發熱保溫冒口工藝參數必須合理設計,調整合理的起燃時間,發熱量等,發熱量不夠容易造成冒口內金屬液凝固過早,發熱量過大,不但造成成本提高,而且容易造成局部過熱,引起鑄件組織粗大和球化衰退等;冒口頸尺寸科學設計,縮頸尺寸過小,阻礙發熱保溫冒口對鑄件的有效補縮,縮頸尺寸過大,導致鑄件內鐵水反抽現象。
2、應用于鑄鋼件上不同碳含量的碳鋼鑄件和不同合金成分的合金鑄鋼件,其澆注溫度和凝固特征差異很大,但是基本上不考慮石墨的析出膨脹過程,在設計原則上,主要考慮冒口對鑄件的液態補縮量,基本上不大考慮冒口頸的設計,冒口頸的主要作用是便于切割;因此在冒口工藝設計時,通過調整發熱劑加入量和保溫效果,確保冒口中鋼液凝固時間比鑄件凝固時間要長;其次是冒口內應有足夠鋼液以便補償鑄鋼件收縮量,對冒口的容重要計算準確。
三、發熱保溫冒口在汽車鑄件中應用實例
渦輪增壓器的生產工藝有多種,有鐵覆膜砂生產工藝、覆膜砂組芯生產工藝和潮模砂高壓造型線生產工藝等;生產商也根據所配套轎車發動機排量等不斷開發出不同材質的的渦輪增壓器產品;總的趨勢是產品的材質要不斷滿足更高溫度下的使用要求,材質的耐熱性要求越來越高,市場對高鎳耐熱鋼的需求越來越大。
1、 發熱保溫冒口在轎車渦輪增壓器上的應用
圖2是國內某企業生產的高檔轎車用渦輪增壓器,該鑄件質量要求很高,不允許有縮松缺陷;同時對鑄件金相組織也有嚴格要求,球化等級二級以上,包括冒口根部也不允許有集中性片狀石墨出現。
生產工藝介紹:砂型為潮模砂高壓造型線生產,殼芯為覆膜砂熱芯機生產,發熱保溫冒口鑲嵌在造好的型芯殼里,如圖3所示。
鑄件材質是球鐵(含一定量的Si、Mo合金成分),我們選用FM100(Ⅲ)系列發熱保溫冒口,該系列冒口產品具有發熱效率高、起燃時間早、尺寸精確、表面光潔等特點;另外,合理設計易割片與冒口配套,確保實現最佳的補縮效果,同時可以敲擊去除冒口,減少了清理時間,降低清理費用等。

2、發熱保溫冒口在車橋鑄件上的應用
橋車車橋材質大都為球鐵,部分卡車車橋也采用球鐵材質。這類球鐵材質車橋生產工藝主要為樹脂砂生產,有些廠家砂型是潮模砂自動造型線生產,芯子用冷芯盒或者熱芯盒生產工藝,該生產工藝生產效率最高。
下面簡要介紹下某公司球鐵車橋生產工藝,該公司砂芯和砂型全部為呋喃樹脂砂生產,其采用的發熱保溫冒口設置方式如圖4、5所示。

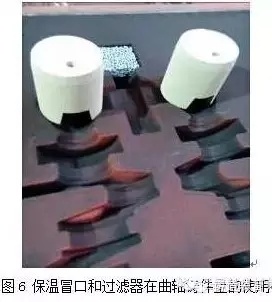
3、保溫冒口在曲軸鑄件中的應用
大多數橋車和卡車曲軸為球鐵鑄件,一般常見的有鐵覆膜鑄造工藝,還有潮模砂高壓造型線生產工藝。下面主要介紹潮模砂高壓造型線生產工藝中冒口使用方法,如圖6所示,冒口設計在進入鑄件的內澆口處。此類冒口一般設計為保溫冒口,不含發熱材料和各種氧化劑等輔助材料,能最大限度的防范金屬液流經冒口時對鐵水的污染。該類鑄件一般都配合使用過濾器,能夠有效過濾和凈化流經的鐵水,減少鑄件內部夾渣以及氣孔等缺陷傾向,提高鑄件內在質量和綜合機械性能。
保溫冒口型號為FI200系列,其特點是密度低,尺寸精確,強度高,發氣量小,保溫效果好,適用于鑄鐵、鑄鋼、鑄鋁件的補縮,可鑲嵌在型板上造型或在造型后嵌入砂型。
四、發熱保溫冒口用在汽車鑄件常見問題和解決措施
1、汽車鑄件生產特點:檢測標準高,大部分鑄件單重較小,但結構復雜,材質大都是球鐵,或者帶有某種合金成分的球鐵;其生產工藝一般都是自動造型線批量化生產,生產效率高,鑄造生產條件的波動和原材料的質量不穩定都極易造成批量質量不合格。
2、冒口引起的鑄件缺陷及分析:由于冒口質量問題或選型、使用不當,會帶來鑄件質量問題。
(1)縮松:排除鑄造生產條件波動引起的縮松,則可能是由于發熱保溫冒口質量不穩定造成的,如冒口的保溫性能下降,發熱量不夠,或者其它工藝參數變化造成的。
(2)氣孔:可能是由于冒口本身發氣量過大引起的,另外,覆膜砂易割片,或者冒口受潮等引起的發氣量都有可能導致鑄件氣孔問題,尤其是冒口根部的氣孔更為明顯。
(3)鑄件表面球化不良:冒口根部鑄件表面容易出現球化不良和組織粗大現象,主要是由冒口發熱造成局部鑄件過熱,引起球化衰退和石墨球粗大和出現片狀石墨。
3、解決措施:
(1)正確設計、選用合適冒口,并經批量生產驗證冒口工藝的合理性。
(2)嚴格控制冒口質量:冒口供應商需有嚴格的質量保證體系,確保生產設備、工藝的穩定性,保證冒口的各項指標合格。鑄造企業也可簡單通過單獨澆注冒口,觀察冒口的起燃時間、發熱持續時間、鐵水凝固時間等參數判斷冒口質量穩定性(圖7)。
(3)鑄造企業應妥善保管冒口,避免受潮,在規定的儲存期內使用。如發現冒口受潮應咨詢供應商正確處理后使用。
五、結束語:
發熱保溫冒口用于汽車鑄件生產,在提高鑄件出品率、生產效率、鑄件質量的同時,還具有較好的經濟效益;要保證發熱冒口正常使用,避免出現縮松、氣孔、表面球化不良等缺陷,除了根據鑄件材質以及特殊要求進行個性化設計冒口外,要求供應商有嚴格的質量體系保證冒口質量的穩定性,并按規定正確使用、存儲。
附件下載:

-
地址:濟南市解放路134號 電話:0531-86401781 / 86952422 傳真:0531-86465075
郵箱:foundry-shandong@163.com 郵編:250013
版權所有 © 山東省鑄造協會 魯ICP備2021002429號
-
提升企業形象,提高品牌知名度,增加市場份額,可向協會申請官方廣告位置展示企業對應信息!
需提供:展示時間、廣告圖、聯系人、企業名稱
廣告圖尺寸:305*200像素 72分辨率


官方公眾號